Approved by the
Decree of the Federal
Environmental, Industrial
and Nuclear Supervision
Service dated November 14, 2018. No. 554
FEDERAL RULES AND REGULATIONS
IN THE FIELD OF USE OF ATOMIC ENERGY "WELDING AND
SURFACING OF EQUIPMENT AND PIPELINES OF NUCLEAR
POWER INSTALLATIONS"
(NP-104-18)
I. Purpose and scope of application
1. These Federal Rules and regulations in the Field of Nuclear Energy Use "Welding and Surfacing of Equipment and Pipelines of Nuclear Power Installations" (NP-104-18) " (hereinafter referred to as the Rules) were developed in compliance with Federal Law dated November 21, 1995. No.170-FZ "On atomic energy use", Provisions for development and approval of federal rules and regulations in the field of atomic energy use approved by Decree of the Government of the Russian Federation No. 1511 dated 1 December 1997 N 1511 (Code of legislation of the Russian Federation, 1997, N 49, art. 5600; 2012, N51, art. 7203).
2. These Rules establish requirements for the manufacture, installation and repair of equipment and pipelines of nuclear power installations:
a) to perform welding and surfacing, including welding materials, welding equipment, preparation and assembly for welding, types of welded joints, heat treatment of welded joints and surfaced parts;
b) to control of the quality of welding and surfacing materials;
c) to elimination of defects and control over the same.
Requirements for welding and surfacing should be taken into account in the development of engineering (design) documentation.
3. These Rules apply to the performance of welding and surfacing of parts and assembly units:
a) the equipment and pipelines subject to federal rules and regulations in the field of atomic energy use "Rules of the design and safe operation of the equipment and pipelines of nuclear power installations" (NP-089-15) approved by the order of the Federal Service for Environmental, Industrial and Nuclear Supervision dated December 16, 2015 No. 521 (registered by the Ministry of Justice of Russia on February 9, 2015, registration No. 41010) (hereinafter referred to as NP-089-15);
b) the equipment and pipelines working under excessive or vacuum pressure and referred to elements of the third class of safety not subject to NP-089-15;
c) supports and hangers of equipment and pipelines specified in subparagraphs "a" and "b" of this paragraph;
d) internals of water-water reactors and reactors on fast neutrons;
e) metalworks of fuel holding pools, refueling ponds, spent fuel pools of nuclear power installations.
4. These Rules establish requirements to performance of welding of parts and assembly units of equipment and pipelines made of the following materials:
a) of steel grades St3sp5, 10, 15, 20, 15L, 20L, 25L, 20K, 22K, 15GS, 16GS, 20GSL, 09G2S, 09G2SА-A, 10KhSND, 10KhN1М, 16GNMA, 12MKh, 12KhM, 15KhM, 20KhM, 20KhМА, 10Kh2M, 12Kh1MF, 15Kh1M1F, 10GN2MFA, 10GN2MFA-A, 12Kh2MFA, 12Kh2MFA-AD, 15Kh2MFA, 15Kh2MFA mod. A, 15Kh2MFA-A, 15Kh2MFA-A mod. A, 15X2MFA-A mod. B, 18Kh2MFA, 18Kh2MF A-A, 15Kh2NMFA, 15Kh2NMFA-A, 15Kh2NMFA class 1, 15Kh2NM1FA, 15Kh2NM1FA-A, 15Kh3NMFA, 15Kh3NMFA-A (these will be hereinafter referred to as the steels of pearlitic class, steel grades St3sp5, 10, 15, 20, 15L, 20K, 25K, 20K, 22K hereinafter referred to as the carbon steel grades 15GS, 16GS, 20GSL, 09G2S, 09G2SA-A - silico-manganese, and other steel grades - alloyed ones);
b) of steel grades 08Kh13, 10Kh9MFB, 05Kh12N2М, 06Kh12N3D, 06Kh12N3DL, 08Kh14MF, 07Kh16N4B, 07Kh12NFMB (these will be hereinafter referred to as high-chromium ones);
c) of steel grades 08Kh18N9, 09Kh18N9, 10Kh18N9, 12Kh18N9, 08Kh18N10, 03Kh16N9М2, 08Kh16N11М3, 12Kh18N12M3TL, 12Kh18N9T, 12Kh18N9TL, 06Kh18N10T, 08Kh18N10T, 12Kh18N10T, 08Kh18N12T, 12Kh18N12Т, 10Kh17N13M2T, 10Kh17N13M3T, 03Kh22N5АМ3, 03Kh25N7АМ4 (these will be hereinafter referred to as austenitic steels);
d) of iron nickel alloys 03Kh21N32М3B, KhN35VT, KhN78T;
e) of pearlitic class steels with parts made of high-chromium steels, austenitic steels and iron-nickel alloys;
f) of high-chromium steels with austenitic steel parts;
g) of titanium and its alloys of grades VT1-00, VT1-0, PT-1M, PT-3V, PT-7M, 3M, 5V, 5 VL, TL3, TL5, 19;
h) of aluminum alloys of grades ADOO, ADO, AD1, AD, AV, SAV1, AMg2, AMg3.
Further, the welding of parts made of materials listed in subparagraphs "e" and "f" of this paragraph is referred to as the welding of parts made of steels of different structural classes.
These Rules also establish requirements for the performance of welding of parts of two-layer steels with the base layer of carbon or alloy steel, and a plating layer of steel 08Kh18N10T, or 08Kh19N10G2B, or with anti-corrosion cladding made with, among others, Sv-08Kh19N10G2B Sv-04Kh20N10G2B, Sv-03Kh22N11G2B, Sv-03Kh24N13G2B.
5. These Rules establish requirements to performance of surfacing of details from the materials listed in subparagraphs "a" -"d", "g" of paragraph 4 of these Rules.
6. Welding and surfacing must be carried out in accordance with the process documentation developed taking into account the requirements of these Rules and engineering documentation.
7. Process documentation for welding and surfacing of parts and assembly units of equipment and pipelines manufactured (mounted) before the entry into force of these Rules or being in the manufacture (installation) at the time of their entry into force, shall not be subject to revision.
8. Process documentation for the repair of welded joints and overlaid surfaces of equipment and pipelines repaired prior to the entry into force of these Rules or being under repair at the time of entry into force of these Rules shall not be subject to revision.
9. Welding and surfacing of equipment and pipelines should be performed by personnel who have passed theoretical and practical training and is allowed to work independently in the manner prescribed by the organization performing these works.
10. The terms and definitions used are given in Appendix No. 1 to these Rules.
II. Welding and surfacing materials
11. Information on the materials applied for performance of welding (surfacing) of parts and assembly units of the equipment and pipelines are given in Appendix N 2 to these Rules.
At welding (surfacing), materials must be used admitted for use subsequent to requirements of standardization documents included into the Consolidated List of standardization documents in the field of atomic energy use, which shall be used without fail (hereinafter referred to as the Consolidated List) as stipulated in the Regulations on standardization for the products (works, services) subject to requirements related to safety assurance in the area of atomic energy use as well as processes and other standardization objects associated with such products, approved by Decree of the Government of the Russian Federation dated July 12, 2016 No. 669 (Collected legislation of the Russian Federation, 2016, No. 29, Art. 4839).
12. For the use of welding (surfacing) materials not included in the Consolidated List, a conformity assessment in the form of certification tests of the material must be carried out. Requirements to the certifying tests substantiating the application of a new welding (surfacing) material are given in Appendix N 3 to these Rules.
The welding (surfacing) material should be used after the inclusion of the material standardization document in the Consolidated List.
III. Welding equipment
13. To perform welding and surfacing, equipment and measuring instruments must be used ensuring compliance with the requirements of these Rules.
14. The applied equipment shall provide observance in permissible limits of the parameters of the modes of welding (surfacing) established in the process documentation.
15. Equipment for argon arc welding with a non-consumable electrode and plasma surfacing with powder materials should be furnished with devices for smooth arc quenching.
16. Metrological support of measuring instruments used in welding and surfacing shall be carried out in accordance with the legislation on ensuring the uniformity of measurements.
IV. Control of the quality of welding and surfacing materials
General requirements
17. All the batches of welding and surfacing materials intended for welding and surfacing of equipment and pipelines are subject to control.
18. The control of the quality of welding and surfacing materials includes:
a) check of cover documentation;
b) check of packaging and the condition of welding and surfacing materials;
c) control of the metal of seam and the metal of surfacing.
19. Control of quality of welding and surfacing materials shall be exercised by the organization using these materials at welding (surfacing) of the equipment and pipelines.
20. Control of quality of each batch of welding and surfacing materials should be carried out prior to their use.
21. With the organization-manufacturer of the equipment and (or) assembly units of pipelines using welding (surfacing) materials of their own production, it is allowed to have combination of quality control of welding and surfacing materials with acceptance control of specific batches of welding and surfacing materials.
Check of cover documents
22. Each batch of welding and surfacing materials should be checked:
(a) for availability of a certificate (or label for gas cylinders) with the verification of the completeness of the data contained therein and their compliance with the requirements of the standardisation documents for welding and surfacing materials included in the Consolidated List;
b) for each packaging place having marking indicating the brand, gauge and batch number of the material.
23. The results of the inspection of materials are documented by log entries. In addition to the welding material inspection log, a log of baking of coated electrodes and welding fluxes must be kept to ensure that they can be used after baking.
24. The composition and content of the reporting documentation for the control of materials used for welding and surfacing works during repairs of equipment and pipelines are determined by the operating organization.
Check of packaging and the condition of welding
(surfacing) materials;
22. Each batch of welding (surfacing) materials should be checked:
a) for absence of damage of package and (or) materials as such;
b) on compliance with the certificate data and requirements of the documents on standardization included in the Consolidated List.
26. At the check of welding (surfacing) materials, the following shall be controlled:
a) each batch of the covered electrodes - on compliance of the nominal sizes of electrodes with the data of the certificate and the condition of their coverage with requirements of the documents on standardization included in the Consolidated List;
b) each batch of welding (surfacing) wire and tape - for compliance of the nominal sizes and type of the surface with the data of the certificate and the condition of the surface with requirements of the documents on standardization included in the Consolidated List, as well as for existence of marking from two sides of the coil of welding wire and tape;
c) each batch of flux - for compliance of color, uniformity and granulometric structure with requirements of the documents on standardization included in the Consolidated List.
27. The decision on further full or partial use of welding (surfacing) materials in case of damage of packaging and (or) materials shall be made by the organization applying the specified materials.
28. Each batch of coated electrodes and fluxes before use should be checked for compliance of moisture content in the coating of electrodes and flux moisture with requirements of documents on standardization of controlled welding materials included in the Consolidated List, or for compliance with the conditions and terms of storage after the next baking.
29. When using a batch of coated electrodes or flux in parts, the moisture content of the coating and the moisture content of the flux must be checked separately for each part of the batch to be used.
Repeated baking should be carried out in cases where the moisture content in the coating of the electrodes or the moisture content of the flux exceeds the norms established by the standardization documents included in the Consolidated List, as well as in case of violation of the conditions and terms of storage after baking.
30. The requirements to storage of welding (surfacing) materials are presented in Appendix 4 to these Rules.
Control of the metal of seam and the metal of surfacing
31. The following shall be subject to control:
a) each melt of welding wire and tape;
b) each batch of electrodes, fluxes and powder materials.
32. For performance of welding (surfacing) materials, reference weld seams (overlays) shall be made.
33. Reference weld seams are subject to total visual, measuring and radiographic or visual, measuring and ultrasonic inspection.
34. Reference overlays are subject to total visual and capillary or visual and magnetic powder (except for surfacing made of austenitic materials) control, and in cases provided for by the process documentation, ultrasonic and (or) radiographic control, as well.
35. Reference weld seams and reference overlays are subject to nondestructive testing (in the initial state after welding and (or) after heat treatment, if it is required), upon the positive results of which destructive testing is carried out.
If the total length of the defective areas detected during nondestructive testing does not exceed 5% of the length of the reference weld seam or the reference overlay, the destructive testing shall be carried out from samples not cut from the defective areas.
36. The results of non-destructive and destructive testing of reference weld seams and reference overlays must meet the requirements of federal rules and regulations in the field of atomic energy use regulating the control of metal equipment and pipelines of nuclear power installations in the manufacture and installation.
37. The assessment of results of nondestructive testing should be performed depending on categories of welded joints which must meet higher requirements for assurance of safety.
Categories of welded joints are established in engineering documentation according to requirements of federal rules and regulations in the field of atomic energy use regulating control of metal of the equipment and pipelines of nuclear power installations at production and installation.
If the category of welded joints is not established, the nondestructive testing shall be evaluated according to the standards established for welded joints of category III.
38. In case of unsatisfactory results of non-destructive testing of reference weld seams and overlays, depending on the nature of the identified defects, a decision is made to re-apply reference weld seams or overlays after additional operations to improve the quality of welding consumables or the impossibility of using controlled welding consumables for welding (surfacing) equipment and pipelines.
39. In case of unsatisfactory results of destructive testing tests should be repeated by a specific method of destructive testing on a doubled number of samples. The results of repeated tests shall be definitive.
40. Reference weld seams must be performed:
a) in the control of coated electrodes for manual arc welding - with electrodes of each batch;
b) in the control of welding materials for automatic submerged arc welding and electroslag welding - with welding wire of each melting in combination with the flux of each batch;
c) in the control of welding materials for welding in a protective gas atmosphere (mixture of inert gases) - with welding wire for each melting combined with the protective gas of the same brand and same type (with a mixture of protective gases in the same proportions).
The reference weld seams should be made of welding materials used for industrial welding joints.
41. Reference overlays must be performed:
a) at control of the coated electrodes for manual arc surfacing - with electrodes of each batch;
b) in the control of welding materials for automatic submerged arc welding and electroslag welding - with welding wire or tape of each melting in combination with the flux of each batch;
c) in the control of welding materials for welding in a protective gas atmosphere (mixture of inert gases) - with welding wire for each melting or powder of each batch combined with the protective gas of the same brand and same type (with a mixture of protective gases in the same proportions).
Reference overlays should be made of materials used in the performance of industrial surfacing.
42. Instead of reference welding seams, reference surfacing is performed, provided that the batch (the set of batches of filler materials) of welding materials is to be used for welding parts:
a) of carbon or austenitic steels with a nominal thickness of up to 40.0 mm inclusive;
b) of silica-manganese steels with nominal thickness up to 30.0 mm inclusive;
c) of alloy steels or high-chromium steels with a nominal thickness of up to 20.0 mm inclusive.
43. If a batch (a set of batches) of welding materials is to be used both for welding, and for surfacing, only a reference welding seam is made, and in cases stipulated by paragraph 42 of these Rules, only a reference overlay.
44. To perform welding of parts with nominal thickness up to 20.0 mm, welding materials are used for welding of the root layers of the seam.
45. It is allowed not to perform reference welding seams if the design documentation provides for the performance of destructive testing of industrial welding joints.
46. When performing reference welding seams, the combination of grades of the base metal of the welded plates (parts) and the controlled welding materials must comply with the requirements of these Rules.
Plates made of steel of other grades of the same structural class are used on condition of preliminary surfacing of the edges subject to welding with welding materials of the controlled grade (combination of grades) not less than in three layers. For the specified surfacing of edges welding materials of other batches of welding materials of the same grade, including welding materials of other size, can be used.
Plates made of steel of other structural classes are used under the condition of preliminary surfacing on the edges of with at least five layers.
In the control of welding materials intended for welding of parts of steels of different structural classes, plates made of a material, on which no pre-surfacing of edges is required, are used.
47. When performing reference welding seams by automatic submerged arc welding or argon arc welding, three-layer edge welding shall be carried out by manual arc welding with coated electrodes approved for welding the same steels as the controlled welding materials.
48. The thickness of welded plates (parts) at performance of reference welding seams shall be established in process documentation with observance of the following conditions:
a) at use of a controlled batch (combination of batches) of welding materials for the production of welded joints with preliminary and accompanying heating, the thickness of the plates (parts) shall not be less than the thickness, beginning from which, according to these Rules, heating is required;
b) at use of a controlled batch (a combination of batches) of welding materials for the production of industrial butt-welded joints subject to thermal treatment, the thickness of plates (parts) should be not less than the thickness, starting from which, according to these Rules, heat treatment is required;
c) the thickness of the welded plates (details) shall be not less than 14.0 mm at arc welding and 30.0 mm - at electroslag welding.
49. The length of the welded plates (total length at welding of several pairs of plates), along the extent of a welded seam, shall provide selection of the necessary quantity of samples for carrying out all tests of metal of the seam provided by these Rules.
50. The width of each of the welded plates (parts) shall make not less than 300.0 mm at electroslag welding, not less than 150.0 mm at automatic submerged arc welding and not less than 80.0 mm at other methods of welding.
51. Dressing the edges of plates (parts) shall be allowed to carry out with any type of butt-welded joint used in welding the parts of appropriate thickness, or with a type of welded joints provided by documents on standardization for welding consumables included in the Consolidated List.
52. For performance of reference welding seams and overlays, welding equipment must be used ensuring the compliance of all the parameters of the welding conditions established by process documentation for the production of welded joints and surfacing.
Welding conditions must correspond to the modes used in the performance of one of the production welds with controlled welding materials.
Reference welding seams are performed in the lower position, unless other requirements are specified in the engineering documentation.
53. The necessity and temperature conditions of prior and accompanying heating at performance of reference welding seams shall conform to the requirements of these Rules established for production welded joints.
If a controlled batch (combination of batches) of welding materials is to be used for various production welds, for which the minimum prior heating and accompanying heating temperature specified in the process documentation differ by more than 50 °C (including the case where no heating is required), two reference seams shall be welded.
54. At welding of the first reference welding seam, the minimum heating temperature must correspond to the lowest temperature (including without heating), and at welding of the second one - to the highest of the minimum temperatures set for heating for welding of steel parts of the corresponding grades and thicknesses. If individual production parts are to be welded without heating, welding of the first reference seam shall also be carried out without heating.
55. The need, type and modes of heat treatment of reference welding seams must meet the requirements for the performance of production welded joints.
56. In case of repeated heat treatment of industrial welded joints, the same heat treatment should be applied to reference welding seams, as well.
In case of multiple tempering operations, the reference welding seam may be subjected to a single tempering operation with a duration of exposure at each temperature not less than 80% and not more than 100% of the total duration of the corresponding exposures at the heat treatment of industrial welded joints. First, exposure must be carried out at a lower temperature, then - at a higher temperature. The time of transition from one temperature to another is not counted in the duration of exposure.
The total exposure duration is defined as the sum of the nominal exposure durations (with tolerances not taken into account).
57. At different temperatures and (or) duration of exposure of tempering operations for industrial welded joints, for which the controlled batch (combination of batches) of welding materials is intended, it is allowed to produce two reference welding seams under the following conditions:
a) the first reference welding seam shall be subjected to the same tempering as the production welded joint, for which the lowest final tempering temperature with the shortest exposure time (in the case of a single production tempering) or the lowest final tempering temperatures with the shortest exposure time (in the case of multiple production tempering); in the cases, where the controlled welding materials will be used for the production of welded joints (both subject and not subject to tempering), the first reference welding seam shall not be subject to tempering;
b) the second reference welding seam shall be subjected to the same tempering as the production weld, for which the highest temperature of the final tempering is provided at the longest exposure time (in the case of a single production tempering) or the highest temperatures of the final tempering with the longest total exposure time (in the case of multiple production tempering operations); when determining the maximum total duration of exposure, one should take into account possible tempering after elimination of defects in industrial welded joints.
In the manufacture of the above reference welding seams, the results of weld inspection shall apply to all intermediate variants of multiple tempering operations of production welded joints.
58. For implementation of reference overlays, plates of steel of pearlitic class are used, unless specific requirements are stipulated in the process documents.
The thickness of plates for performance of reference overlays shall make not less than 40.0 mm for corrosion-resistant surfacing and not less than 20.0 mm for other types of surfacing.
59. The modes of performance of reference surfacing should correspond to the modes used at performance of one of the production overlays with controlled welding materials.
Reference welding seams are performed in the lower position, unless other requirements are specified in the engineering documentation.
The necessity and modes of prior and accompanying heating of surfacing shall be determined by the process documentation.
60. In advance, surfacing of two layers shall be done on a plate (if the plate is made of steel of the same structural class, as the overlaid metal) or four layers (if the structural classes of steel of the plate and the overlaid metal are different) with welding materials of the controlled grade (combination of grades) of any batch (any combination of batches). Surfacing of all subsequent (reference) layers is carried out with welding materials of the controlled batch (controlled combination of batches).
61. The area, as well as the quantity and total height of layers of each reference overlay must ensure the selection of the necessary number of samples for performance of tests provided by federal rules and regulations in the field of atomic energy use regulating performance of control of metal of the equipment and pipelines of nuclear power installations at manufacture and installation.
62. The need, type and modes of heat treatment of reference overlays must meet the requirements for the performance of production overlays.
The performance of tempering of reference overlays (except for corrosion-resistant ones) shall be subject to the requirements for tempering of reference seams.
It is not allowed to perform heat treatment for reference overlays designed to determine the content of the ferrite phase in the overlaid metal. Samples for determination of the ferritic phase should be cut out before the heat treatment of the reference overlay, if the latter is intended for other types of tests.
63. Destructive testing at examination of the quality of welding (surfacing) materials before their use shall be carried out by testing samples cut from the control welding seams and overlays.
64. At destructive testing of welding (surfacing) materials intended for welding (surfacing) of parts made of steel, iron-nickel or aluminum alloys, the following characteristics of the weld metal or overlaid metal should be determined:
a) chemical composition;
b) mechanical properties (tensile strength, yield strength, elongation, relative contraction) at normal temperature;
c) mechanical properties at elevated temperature in the cases provided for in the engineering documentation;
d) critical brittleness temperature (or impact strength) in the cases provided for in the engineering documentation;
e) the content of the ferritic phase in the austenitic deposited metal in the cases provided by the documents on standardization of the material included in the Consolidated List;
f) resistance to intergranular corrosion of austenitic metal in the cases provided for in the engineering documentation.
The critical temperature of brittleness shall be confirmed in the cases provided for in the engineering documentation.
It is allowed not to carry out control of metal of the seam and the metal of overlay if the certificate on the material contains the results of tests conforming to requirements of federal rules and regulations in the field of atomic energy use regulating the performance of control of metal of the equipment and pipelines of nuclear power installations at manufacture and installation.
65. The results of non-destructive and destructive testing of the metal of overlay and the metal of the seam must meet the requirements of federal rules and regulations in the field of atomic energy use regulating the control of metal equipment and pipelines of nuclear power installations in the manufacture and installation.
66. Destructive testing at control of the quality of materials used for welding of parts made of titanium alloys shall only be carried out if there are requirements in the engineering documentation.
67. In case of unsatisfactory results of testing to determine the content of the ferritic phase there should be implemented a new reference seam (overlay) and testing shall be repeated to the same extent.
If unsatisfactory results are obtained for any other type of destructive testing, a double number of samples should be retested. The results of repeated tests shall be definitive.
68. At control of coated electrodes, or a wire containing no titan or niobium and intended for argon arc welding in the environment of argon and in mixtures of argon with helium, carbon dioxide and oxygen, data from certificates on chemical composition shall be accepted as results of control.
69. At control of coated electrodes, mechanical properties of the seam or overlay metal at normal and (or) increased temperatures shall not be determined:
a) if the electrodes are intended for non-heat-treated welded joints (surfacing), and the certificate shows the relevant characteristics of the weld metal (surfacing metal);
b) if the certificate for the batch of electrodes provides the corresponding characteristics of the weld seam metal or overlay metal after a heat treatment, the modes of which correspond to modes of heat treatment of production welded connections (surfacing) are given.
70. The critical temperature of brittleness of the weld seam metal or overlay metal is not determined in the following cases:
a) if the certificate for the batch of electrodes contains results of determination (or confirmation) of the critical temperature of brittleness with a heat treatment, the modes of which correspond to modes of heat treatment of production welded joints (surfacing);
b) if the welding materials are intended for welding (surfacing) of parts and assembly units that are not subject to the calculation of brittle fracture resistance in accordance with the engineering documentation;
c) for austenitic welding materials and iron-nickel, titanium and aluminum alloys;
d) in the control of filler materials for argon arc welding designed for welding of the root portion of the weld (with the exception of the butt welds of categories I and In) and welding of parts with the rated thickness up to 16.0 mm inclusive (for smaller thickness);
e) at control of the welding (surfacing) materials intended only for performance of the first layer of surfacing adjoining to the base metal of any kind.
71. The content of the ferritic phase in the overlaid metal must meet the requirements of federal rules and regulations in the field of atomic energy use regulating the control of metal equipment and pipelines of nuclear power installations in the manufacture and installation.
72. Resistance to intergranular corrosion shall be checked at control of the welding materials which are subject to use for welding (surfacing) of parts and assembly units from austenitic steels operating in water, steam-water and steam environments, or for surfacing of the top layer of corrosion-resistant surfacing.
73. Reference seams (overlays), from which samples are cut for testing the resistance to intergranular corrosion, shall be subjected to heat treatment, if it is provided for industrial welded joints (surfacing). In the presence of several modes of heat treatment of industrial welded joints (surfacing), heat treatment should be carried out according to one of these modes, the most unfavorable in terms of resistance of the weld seam (overlaid) metal intergranular corrosion. The mode of heat treatment is established by process documentation.
V. Preparation and assembly of parts for welding (surfacing)
74. Preparation and assembly of parts (assembly units) for welding (surfacing) should be carried out according to the process documentation, which, at least, should specify:
a) accessories and equipment used in the assembly;
b) the order and sequence of assembly;
c) ways of fastening of parts;
d) methods of welding, welding materials and welding modes in the performance of tacks and welding of temporary service fasteners;
e) size, quantity and location of tacks;
f) the number of temporary service fastenings, their arrangement and the sizes of seams welding the same to parts;
g) methods of assembly quality control.
75. Process documentation for assembly is allowed to be combined with the process documentation on welding (surfacing).
76. Preparation of edges and surfaces of parts for welding and surfacing should be performed by machining.
77. Preparation of edges of carbon and silicon-manganese steel parts shall be performed by oxygen, air-arc, plasma-arc or laser cutting, followed by machining to remove cutting marks.
78. Preparation of edges of parts of alloyed steels shall be carried out by oxygen, air-arc, laser and plasma-arc cutting on condition of the subsequent removal by machining of a layer of metal of the following thickness:
a) not less than 1.0 mm, for metal with a guaranteed yield strength of 315 MPa inclusive at a temperature of 20 °C;
b) not less than 2.0 mm for metal with a guaranteed yield strength of more than 315 MPa at a temperature of 20 °C.
For steels containing niobium, cutting should be carried out with preheating of the metal.
79. Preparation of edges of parts of austenitic steels shall be carried out by plasma-arc or oxygen-flux cutting, followed by removal of the metal layer with a minimum thickness of 1.0 mm by machining.
80. Preparation of edges of parts made of pearlite and austenitic steels shall also be performed by waterjet cutting.
No machining is required after waterjet cutting.
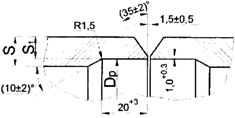
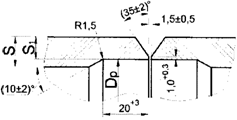
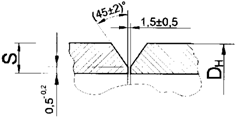
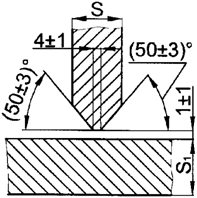
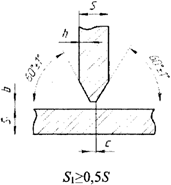
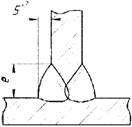
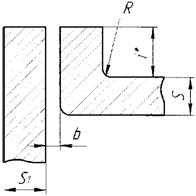
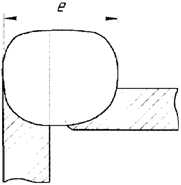
81. At design preference shall be given to the types of welded connections given in the Appendix N 5 to these Rules.
Categories of welded joints not stipulated herein may be used subject to assurance of strength and compliance with requirements of federal rules and regulations in the field of atomic energy use regulating control of metal of the equipment and pipelines of nuclear power installations at production and installation.
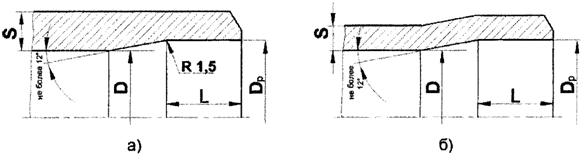
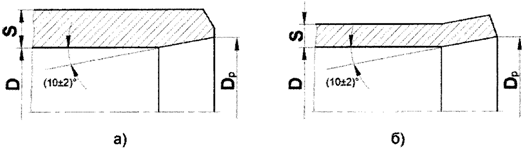
82. Smooth transition <1> from one component to another shall be ensured in butt weld joints of components with different nominal wall thickness. Specific forms of the above transition shall be established in engineering (design) documentation, proceeding from requirements of strength calculation and performance of control by the methods provided by federal rules and regulations in the field of atomic energy use regulating control of metal of the equipment and pipelines of nuclear power installations at production and installation.
--------------------------------
<1> Geometric dimensions of the smooth transition shall be assigned in each case in accordance with the requirements of the engineering documentation.
83. When preparing pipes of one nominal diameter with the same nominal wall thickness for butt-welded joints with one-sided cutting of edges, if required by the engineering documentation, calibration (boring or expansion) of the pipe ends to a given internal diameter should be performed.
84.Edges prepared for welding (surfaces for overlaying) and the adjacent surfaces of parts must be cleaned of surface contamination (in case of welding of titanium alloys - cleaned of tarnishing traces, as well). The width of the specified areas shall be not less than 20.0 mm at preparation of parts for arc welding (surfacing) and not less than 50.0 mm - at preparation for electroslag welding.
85. The edges of aluminum alloy parts to be welded must be cleaned mechanically or chemically prior to assembly.
General assembly requirements
86. All parts and assembly units received for assembly must have marking and (or) accompanying documentation confirming the fulfillment of previous operations. The method of marking shall be determined by the manufacturer (installation or repair organization).
87. Assembly of parts (assembly units) for performance of butt welds with annular seams should be carried out on the assembly and welding equipment or devices that ensure the alignment of the parts (assembly units) to be joined.
88. No tacks shall be allowed at the intersection or interface of two or more joints to be welded.
89. Defective tacks must be removed by machining.
Defective tacks shall be removed by air-arc gouging, subject to subsequent mechanical dressing with the removal of gouging marks and a layer of metal to the following thickness:
a) not less than 1.0 mm - for parts made of austenitic steel or alloy steel with a guaranteed yield strength up to 315 MPa inclusive at a temperature of 20 °C;
b) not less than 2.0 mm - for parts of high-chromium steels or alloy steels with a guaranteed yield strength of more than 315 MPa at a temperature of 20 °C.
90. The surface of the parts in the places of welding of temporary service fasteners should be first cleaned of contamination.
91. Seams of welding of temporary service fasteners shall be located at a distance not less than 60.0 mm from the edges which are subject to welding, at assembly for welding of parts made of carbon and silica-manganese steels - not less than 30.0 mm.
92. It shall not be allowed to increase the dimensions of the metal surfacing parts unless stipulated by repair documentation.
93. In accordance with the requirements of the engineering documentation, assembly for connections of cylindrical parts of equipment and pipelines of groups B and C should be carried out on welded backing elements (rings, ridges).
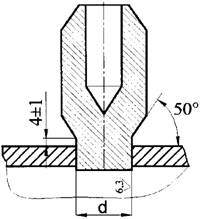
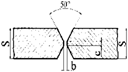
94. In the joints of parts assembled for arc welding with double-sided cutting edges, the displacement of root faces should not exceed 0.5 mm at a nominal root face height of up to 1.0 mm inclusive, half of the nominal root face height at its value of more than 1.0 to 4.0 mm inclusive, and 2.0 mm at a nominal root face height of more than 4.0 mm.
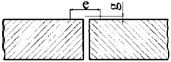
95. Offset (misalignment) of the inner edges in the butt welds with one-sided cutting should not exceed 12% of the nominal thickness of the joined edges, but anyway not more than 0.5 mm.
96. In the butt-welded joints assembled for electroslag welding, the displacement of the edges of parts to be welded must not exceed 2.0 mm.
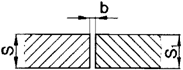
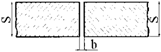
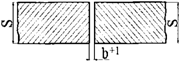
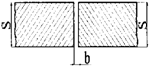
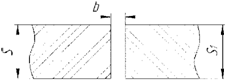
97. In butt-welded joints of parts assembled for arc welding, of the same nominal thickness S, not to be machined after welding in the zone of welds, the permissible displacement of edges (the discrepancy between the surfaces of the parts to be joined) from the side (sides) of welding shall not exceed the standards listed in table No. 1 of these Rules.
Table No. 1
Nominal thickness of the welded components S, mm | Maximum permissible displacement (misalignment) of edges in butt joints, mm | ||
with longitudinal, meridional, chordal and circular seams, as well as with ring seams for welding of bottom plates | with ring seams | ||
at welding of pipes and conical parts | at welding of cylinder-shaped housing parts of sheets or forged pieces | ||
Up to 5.0, inclusive | 0.20S | 0.20S | 0.20S |
Over 5.0 and up to 10.0, inclusive | 0.10S+0.5 | 0.10S+0.5 | 0.25S |
Over 10.0 and up to 25.0, inclusive | 0.10S+0.5 | 0.10S+0.5 | 0.10S+1.5 |
Over 25.0 and up to 50.0, inclusive | 0.04S+2.0 | 0.06S+1.5 | 0.06S+2.5 |
Over 50.0 and up to 100.0, inclusive | 0.02S+3.0 | 0.03S+3.0 | 0.04S+3.5 |
Over 100.0 | 0.01S+4.0, but not exceeding 6.0 | 0.015S + 4.5, but not exceeding 7.5 | 0.025S+5.0, but not exceeding 10.0 |
98. In the joints assembled for welding, the geometric position of the axes of parts must meet the requirements of the engineering documentation.
99. When transporting the assembled parts (assembly units) to the welding site, conditions must be provided to prevent the destruction of the tacks or seams of the welding of temporary service fasteners, as well as damage and (or) contamination of the parts assembled for welding.
Assembly of parts of steels and iron-nickel alloys
100. To perform tacks and welding of temporary service, it is allowed to use arc welding with coated electrodes or argon arc welding.
At assembly of parts for argon-arc or electron-beam welding (including at argon-arc welding of the root part of a seam) tacks should be made by argon-arc welding.
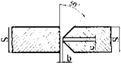
101. Welding of temporary process fasteners should be carried out according to the process documentation containing information on steel grade, shape, size, number and location of these fasteners, qualifications of welders engaged in welding of fasteners, welding materials, methods and modes of welding and heating.
Temporary process fasteners at assembly of parts made of austenitic steels and iron-nickel alloys should be used when the nominal thickness of the parts is not less than 6.0 mm.
102. Tacking and welding of temporary process fasteners at assembling parts made of alloyed and high-chromium steels should be performed with a heated metal in the weld zone according to the mode set for the weld in question, except for welding of tacks of fasteners with austenitic welding materials.
103. Heating at tacking is not mandatory for welded joints, where the root of the seam is made by argon arc welding without heating.
104. At making tacks for assembly of parts (assembly units) welding materials should be applied intended for implementation of welded joints of parts made of steel (alloys) of the relevant grades.
At the assembly of parts made of steels of pearlitic class (except for parts of steel grades 15Kh2MFA-A, 15Kh2NMFA class 1, 15Kh2MFA-A mod. A, 15Kh2MFA-A mod. B, 15Kh2NMFA and 15Kh2NMFA-A, to be joined to each other), the following must be used for tacking:
a) the electrodes of the grades UONII-13/45, UONII-13/45A, UONII-13/45АА and UONII-13/55, TsU-7, TsU-7A and TMU-21U - for manual arc welding with coated electrodes (with the assembly of parts in contact with liquid metal coolant, the electrodes of the first three grades shall only be applied);
b) welding wire of grades Sv-08GS and Sv-08G2S - for argon arc welding.
To perform tack welding at the assembly of parts made of steel of grades 15Kh2MFA-AD, 15Kh2MFA-A mod. A, 15Kh2MFA-A mod. B or 15Kh2NMFA-A to be joined to each other, there should be applied the welding materials given in table No. 2.1 of Appendix No.2 to these Rules.
105. When assembling parts made of pearlitic steels and (or) of high-chromium steels, temporary process fasteners of steel of the same grade as the assembled parts or of carbon steels should be used, and when assembling parts made of austenitic steels, iron-nickel alloys and (or) of two-layer steels (with welding of fasteners to the cladding layer) - of steel of grade 08Kh18N10T.
106. For welding of temporary process fasteners to parts (assembly units) made of steels of pearlitic class without corrosion-resistant surfacing, the same welding materials shall be used as those applied for implementation of tacks in compliance with requirements for heating of base metal. Coated electrodes of grades ZIO-8, TsL-25/1, EA-395/9, TsT-10 and welding wire of grades Sv-10Kh16N25АМ6, Sv-07Kh25N13 shall be applied without heating of the base metal.
107. For welding of temporary process fasteners to parts (assembly units) of high-chromium steels, there should be used:
a) coated electrodes of grades EA-395/9, TsT-10, TsL-25/1, TsL-25/2, ZIO-8 or welding wire of grades Sv-10N16N25AM6 or Sv-07Kh25N13 - for welding of fasteners made of carbon and high-chromium steels to steel parts that do not contain niobium, without heating the base metal;
b) coated electrodes of grades TsL-25/1, TsL-25/2, ZIO-8 or the welding wire of grade Sv-07Kh25N13 for welding of fasteners of high-chromium steel to parts of steel containing niobium, without heating.
108. For welding of temporary process fasteners to parts (assembly units) of austenitic class steels, there should be used:
a) coated electrodes and welding wire approved for welded joints - for welding of austenitic steel fasteners;
b) coated electrodes of grades EA-395/9 and TsT-10 or the welding wire grade Sv-10Kh16N25АМ6 - for welding of fasteners made of carbon steel.
109. For welding of temporary process fasteners to parts of iron-nickel alloys, coated electrodes must be used, or the welding wire allowed for performance of welded joints of parts made of an alloy of the relevant grade.
110. For welding of temporary process fasteners to the cladding layer (corrosion-resistant surfacing) of parts made of two-layer steels, coated electrodes or the welding wire allowed for performance of the top layer of corrosion-resistant surfacing shall be applied.
In the case of the use of carbon steel fasteners on the ends to be welded, a preliminary two-layer surfacing must be performed in compliance with the following requirements:
a) in case of the presence of niobium or titanium in the metal of anti-corrosion overlay, the first surfacing layer shall be made with coated electrodes of grades TsL-25/1 or ZIO-8, or the welding wire of grade Sv-07Kh25N13 and the second layer, with electrodes of grades TsT-15K or EA-898/21B, or welding wire of grades Sv-04Kh20N10G2B or Sv-08Kh19N10G2B;
b) in the absence of niobium or titanium in the metal of corrosion-resistant overlay, the both layers shall be made with coated electrodes of grades TsL-25/1 or ZIO-8, or the welding wire of grade Sv-07Kh25N13.
111. Temporary process fasteners shall be removed by mechanical means. Complete removal of temporary process fasteners with oxygen or air-arc cutting without embedding into the base metal, followed by grinding the surfaces of parts to remove traces of cutting should be performed on parts of carbon and silicon-manganese steels.
On parts of alloyed and high-chromium steels, as well as of austenitic steels, incomplete removal of temporary process fasteners with oxygen (oxygen-flux), plasma-arc or air-arc cutting is allowed. The remaining part of the fastening must be at least 4.0 mm high and shall be mechanically removed.
At removal of temporary process fasteners, incomplete removal of metal of their welding seams is allowed. In the case of welding of temporary process fasteners with austenitic welding materials to parts made of steel of pearlitic class, and of high-chromium steels, and in case of welding fasteners made of carbon steel with these materials to parts made of austenitic steels, incomplete removal of austenitic weld metal should be done from the side not in contact with the working media, and for corrosion-resistant surfacing - from either side.
112. If the clearance exceeds the norms established in Appendix No. 5 to these Rules by not more than half the nominal thickness of the parent metal in the zone subjected to welding of edges, but not more than 10.0 mm, surfacing must be done for the edges (one or two) with coated covered electrodes or welding wire (in case of argon arc welding) of the grades stipulated for the welded joint in question. When surfacing only the root part of the edges of the parts to be joined made of pearlite steel, welding materials used for welding the root part of the seam of this joint should be used. Surfacing should be carried out with heating, if this is provided for the welded joint to be made. After surfacing, the edges are machined to the specified geometric shape. Parts of alloyed and high-chromium steels must be subjected to heat treatment in the intermediate tempering mode (if stipulated) prior to machining of the edges.
Heating during surfacing and heat treatment of the overlaid edges shall not be carried out if the volume of metal deposited on the edges of carbon and silicon-manganese steel parts does not exceed 20 cm3.
113. The remaining backing rings shall be made of the following materials:
a) for welding of parts of materials of the same grade - of the material of the same grade as the welded parts;
b) for welding of parts of steel grades of pearlitic class, as well as for welding of parts made of high-chromium steel of different grades - of the least alloyed steel of compatible grades;
c) for welding of parts of austenitic steels of different grades, as well as for welding of parts of austenitic steels with parts of pearlitic steels or of high-chromium steels with pre-surfacing of edges with austenitic welding materials - of steel of grade 08Kh18N10T, or of austenitic steel of the same grade as one of the welded parts;
d) for welding of parts of steels of pearlitic class with parts of high-chromium steels - of high-chromium steel of the same grade as one of welded details at performance of welded joint with high-chromium welding materials, or of austenitic steels at performance of welded joint with austenitic welding materials;
e) for welding of parts of iron-nickel alloys among themselves and with parts of steels of austenite class - of iron-nickel alloy;
f) for welding of pipes of titanium alloys - of forged or rolled rods of alloys of grades VT 1-00. VT 1-0, or of pipes of alloys of grades PT-1M and PT-7M, regardless of the grade of alloy of the connected pipes; application of forged or rolled rods of alloys of grades PT-3V and 3M is allowed;
g) for welding of parts of titanium alloys, made of sheet metal, bent sheet metal or forged blanks and forgings - of the same types of semi-finished products, for connections of cast and welded structures - of sheet metal or forgings; here, there must be used semi-finished products of alloys of grades VT1-00, VT1-0 and PT-3V, regardless of the grade of the base metal alloy, or combination of alloys.
At the operating temperature up to 450 °C, the remaining backing rings of carbon steel should be used for implementation of welded joints of parts made of steels of pearlitic class, regardless of their grade.
114. After the completion of the assembly for manual arc welding with coated electrodes, parts of austenitic steel and iron-nickel alloys adjacent to the edges of the surfaces should be protected from splashes of molten metal. The width of the protected area shall be not less than 100.0 mm in each side from the edges prepared for welding. At welding of temporary process fasteners to the surfaces of parts made of steels of austenitic class should be used for similar protection. Methods of protection shall be established in the process documentation.
The requirement of the first paragraph of this item is not obligatory if the performed welded joints are subject to subsequent machining with removal in the specified zone of a layer of metal not less than 0.5 mm thick.
Assembly of aluminum alloy parts
115. Welded edges, and adjacent surfaces must be cleaned mechanically or chemically.
116. Tacking must be done by manual or semi-automatic argon arc welding with the same welding materials and in the same modes as welding. Tacks having a silver color and having no pores or cracks are considered to be of proper quality. Defective tacks must be removed by machining.
The length of the tacks and the distance between them should be selected depending on the thickness of the welded parts in accordance with table No. 2 of these Rules.
Table No. 2
Thickness of welded metal, mm | Tack length, mm | Distance between tacks, mm |
from 2.0 to 4.5 | from 20.0 to 25.0 | from 100.0 to 150 |
from 5.0 to 8.0 | from 30.0 to 35.0 | from 150.0 to 200.0 |
from 8.0 to 30.0 | from 40.0 to 50.0 | from 200.0 to 250.0 |
Extreme tacks must be located at a distance of 10.0 - 20.0 mm from the edge of the joint.
117. With the nominal thickness of parts not less than 6.0 mm, welding of temporary process fasteners shall be applied in the cases provided by process documentation. The process documentation should contain information about the grade of aluminum alloy, the dimensions, number and location of fasteners, on welding materials, methods and modes of welding.
Temporary process fasteners shall be removed mechanically with obligatory dressing of locations of their welding. Application of abrasive tools at dressing is not allowed. Damage to the surface bringing the thickness beyond the minus tolerance of metal shall not be permitted.
Capillary inspection (or visual inspection using a magnifying glass with 4-7 magnification factor) shall be carried out in the zones of welding of fasteners made of alloys of grades AB and SAV1after prior dressing of the surface to a roughness of not more than Ra 5 microns (Rz 20 microns) .
118. In the butt joints assembled for welding, the offset of inner edges must not exceed 10% of the thickness of the material along the entire length of the joint (but not more than 0.6 mm) or up to 15% of the thickness of the material (but not more than 1.2 mm) in areas with a length of up to 20% of the length of the seam.
119. Parts intended for the manufacture of pipelines should be stored in a package after cleaning and assembly operations. The shelf life prior to welding shall not exceed 3 days.
Assembly of titanium alloy parts
120. The edges and adjacent surfaces must be degreased after dressing. Welding of temporary process fasteners and lead-out strips and tacks must be implemented with the same welding materials as the main seam with the obligatory protection of the reverse side by blowing with a protective gas. Tacks must be of silver color.
Temporary process fasteners welded to sheet structures must be removed by gas cutting. The cutting line must be at least 10.0 mm away from the surface of the structure.
Edges of pipes and parts intended for the manufacture of pipelines should be stored in a package after dressing and assembly operations. The shelf life of assembled pipe joints shall not be more than 5 days (no more than 36 hours, if the parts were etched).
VI. Welding
General requirements
121. Welding of parts (assembly units) should be carried out according to the process documentation. Welding modes for welded joints are given in Appendix No. 6 to these Rules. The process documentation for welding must establish:
a) welding (surfacing) methods;
b) welding conditions as applied to the implementation of specific welded joints;
c) requirements to welders' qualifications;
d) types of welded joints performed;
e) type and polarity of welding current;
f) welding equipment in use;
g) combinations of grades of base and welding (surfacing) materials;
h) the necessity, techniques and modes of prior and accompanying heating at welding (surfacing);
i) spatial positions of welding (surfacing);
k) the grade and diameter of the electrode and (or) wire, the width, thickness and grade of the tape;
l) requirements for the preparation and baking of welding materials;
m) materials, methods and modes of performance of tacks or instructions on welding of temporary process fasteners;
n) the procedure for laying beads and layers of the seam and overlays;
o) types of heat treatment of welded joints and overlaid parts (if any));
p) gas protection requirements (for argon arc welding);
q) conditions of exposure of welded joints (overlaid parts) from the end of welding (surfacing) to the beginning of heat treatment;
r) methods and scope of operational control of welding (surfacing).
122. For the implementation of welded joints of parts made of steel and iron-nickel alloys, the following welding methods must be applied:
a) automatic submerged arc welding;
b) manual arc welding with coated electrodes;
c) automatic, semi-automatic and manual argon arc welding with consumable and non-consumable electrode;
d) electroslag welding;
e) electron beam welding in vacuum;
f) diffusion welding for steel and zirconium pipe joints.
Argon arc welding shall be carried out in the environment of the protective gases specified in Appendix No. 2 to these Rules.
Semi-automatic welding in gaseous carbon dioxide with welding wire of grade Sv-08G2S should be used to perform welded joints of category III in parts of carbon and silicon-manganese steel.
123. It is allowed to use two or more welding methods from among the aforesaid to perform a single welded joint (combined welding).
124. Welding (surfacing) must be carried out in conditions that protect the welding site from precipitation, moisture, drafts and other impacts that affect the quality of welding.
Welding (surfacing) in the manufacture of equipment and assembly units of pipelines, as well as the implementation of welded joints of categories I, In, II, IIn during installation is not allowed at ambient temperatures below 5 °C.
Welded joints of category III on equipment and pipelines during installation must be carried out at an ambient temperature not lower than minus 15 °C.
The ambient air temperature, at which welding (surfacing) shall be performed during the repair of equipment and pipelines is set in the process regulations by the operating organization.
125. At ambient temperatures below 5 °C, welding (surfacing) of parts made of pearlite and high-chromium steels must be carried out with additional or enhanced heating. For non-heated welds, the minimum prior and accompanying heating temperature must be at least 50 °C (additional heating). For welded joints with mandatory heating, the minimum heating temperature must be increased by 50 °C (enhanced heating).
126. Requirements to heating at welding (surfacing) are given in Appendix No. 7 to these Rules.
127. Before being subjected to welding (surfacing), the parts of austenitic class assembled for welding must be degreased.
128. The root part of the seam should make no more than 30% of the nominal thickness of the welded parts (the design height of the fillet weld), but not more than 20.0 mm.
129. At the performance of multiple-pass weld seams and overlays after the application of each bead, the seam surfaces and the dressing edges should be cleaned of slag, splashes of metal and visually examined for cracks, unacceptable slag or tungsten inclusions, pores, irregularities and other defects. The results of the control must comply with the requirements of federal rules and regulations in the field of atomic energy use regulating the control of metal of equipment and pipelines of nuclear power installations at the manufacture and installation. The defects must be removed mechanically before welding can be resumed.
130. All of the shrinkage holes (craters) must be brought to removable allowances of parts (or to mounting straps), or filled.
131. Welding of fillet seams, which, according to engineering documentation, are subject to tightness requirements, shall be carried out in at least two layers.
132. Partial or complete removal of the root part of the weld before welding on the second side should be performed at two-sided welding (including the implementation of the back-up weld).
A double-sided welding joint (or a single-sided weld with the root pass) must be performed with alternate cutting the edges and welding on one side, followed by cutting and welding on the other side.
At two-way welding of parts made of austenitic steel and iron-nickel alloys, the beads facing the working media must be the last to be made.
133. Welding of multi-pass welds of austenitic steels and iron-nickel alloys must be stopped after each pass to cool the metal to a temperature not exceeding 100 °C.
For welding austenitic steels with a ferritic phase content of 4 - 8%, a periodic temperature increase up to 250 °C is allowed.
134. After welding, the weld surface and the surface of the adjacent area of the base metal must be cleaned of slag and metal splashes to the width required for subsequent inspection.
135. Manual arc welding (surfacing) with coated electrodes with rods of austenitic steel should be performed in narrow beads with a width of not more than three diameters of the electrodes used.
136. Welding of the root portion of the seam of welded joints of parts made of steel grade 08Kh18N12T and iron-nickel alloys as well as pipes made of carbon steel with a nominal wall thickness of 12.0 mm must be performed with application of filler wire.
Welding of parts made of steels of different structural classes
137. Welding materials for performance of welded joints of parts made of steels of different structural classes, including for preliminary surfacing of edges, shall be applied according to requirements of tables N 2.2, 2.4, 2.6 and 2.8 of Appendix No. 2 to these Rules.
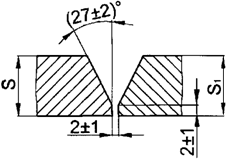
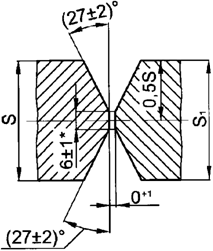
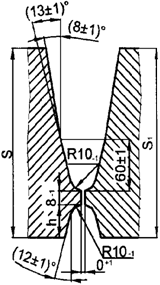
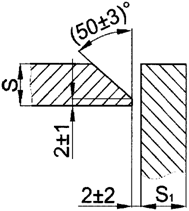
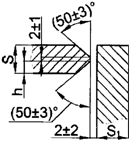
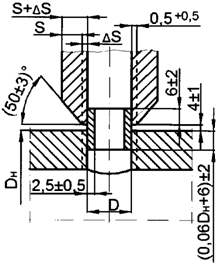
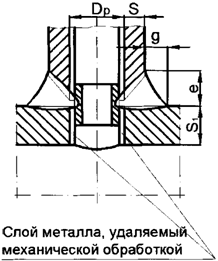
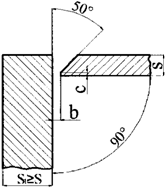
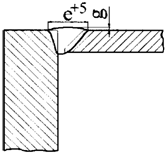
138. At welding of parts made of austenitic steel with parts made of carbon and silicon-manganese steels with a nominal thickness of more than 10.0 mm, the edges of parts made of carbon and silicon-manganese steels should be subject to prior surfacing, the thickness of which after machining should be:
a) 6.0 +/- 2.0 mm - for manual arc welding with coated electrodes and argon arc welding;
b) 9.0 +/- 2.0 mm - for automatic submerged arc welding.
Manual arc welding with coated electrodes and argon arc welding on edges deposited for automatic submerged arc welding is allowed.
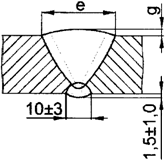
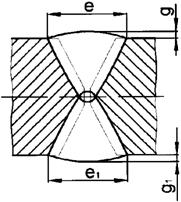
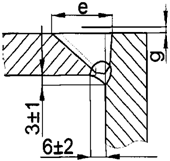
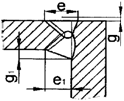
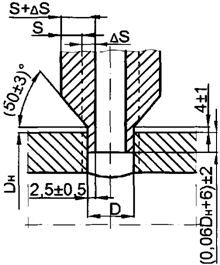
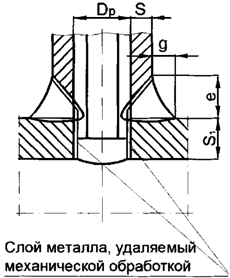
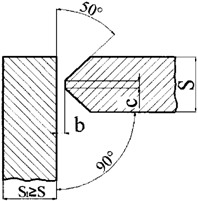
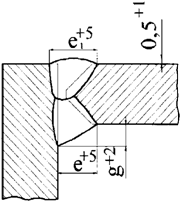
139. At welding of parts of austenitic steel with parts of alloyed and high-chromium steels with a nominal thickness of more than 6.0 mm, the edges of parts of alloyed and high-chromium steels should be subject to prior surfacing, the total thickness of which after machining should be 9.0 +/- 2.0 mm at the thickness of the first layer 3.0 +/- 1.0 mm.
140. The need for prior surfacing of edges at performing fillet, T-shaped and lap welds of carbon and silicon-manganese steel with parts of austenitic steel shall be determined by the calculated height of the fillet seam (instead of the nominal thickness) in accordance with the requirements of paragraph 138 of these Rules.
141. At automatic submerged-arc welding of parts made of steels of pearlitic class with parts of high chromium steels, the edges of parts made of steels of pearlitic class must be subjected to prior surfacing with coated electrodes intended for welding of parts made of high-chromium steel. The above surfacing shall be carried out in at least three layers and have the overall thickness after machining not less than 7.0 mm.
142. For welding at installation and repair of pipes of steels of different structural classes, in case of absence of prior surfacing on their edges made by the manufacturing organization, special factory-made adapters shall be applied.
An adapter is an assembly unit welded of two pipe segments, each of which must correspond to the steel grades of the pipes to be connected. Application of the above adapters shall be provided by engineering documentation.
143. At intersections of seams of austenitic and pearlite welding materials, the welding with pearlite materials must be the first to be carried out.
144. The width of the surface of the metal of the weld or overlay applied at prior surfacing made with electrodes of the grade EA-395/9, TsT-10 or welding wire of the grade Sv-10Kh16N25AM6, which faces the water, water-steam or steam medium of the coolant, shall not exceed 7.0 mm.
Welding of parts of two-layered steels
145. When preparing parts of two-layer steels for welding, the cladding layer in areas adjacent to the edges subject to welding (from the side of their opening), and the areas of application of fillet welds, must be removed, unless otherwise stipulated in this subsection.
The width of the zone of removal of the cladding layer shall be not less than 5.0 mm for manual arc welding with coated electrodes and argon arc welding and not less than 10.0 mm for automatic submerged arc welding. For fillet and t-shaped joints, the area of removal of the cladding layer needs to extend beyond the fillet weld for not less than the specified width values.
For welded joints, the basic layer of which made of pearlite steel is subjected to ultrasonic and (or) radiographic control prior to the application of the cladding layer, the width of the area of removal of the cladding layer must be such that the above control would be possible.
146. When performing welded joints with the removal of the cladding layer, the welding of the basic layer of pearlite steel shall be carried out first, and then welding (surfacing) of the cladding layer.
147. Welding of the basic layer should be carried out with welding materials designed for welding of parts without a cladding layer.
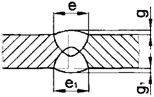
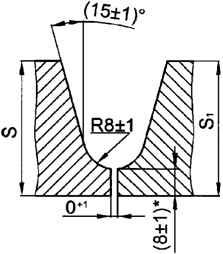
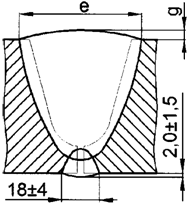
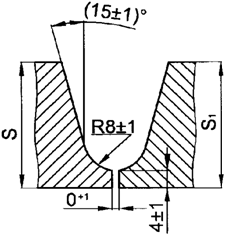
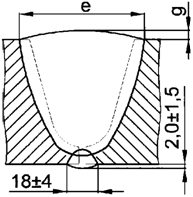
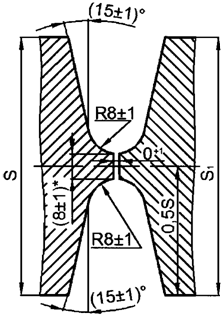
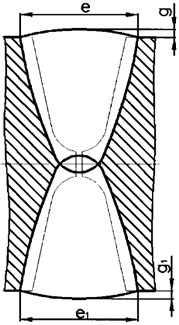
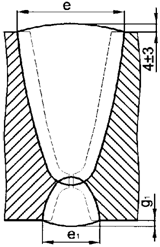
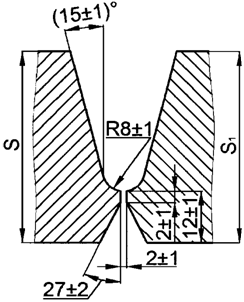
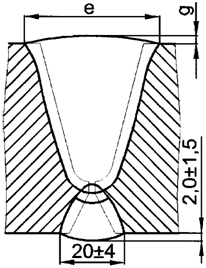
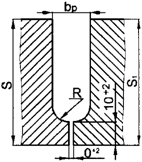
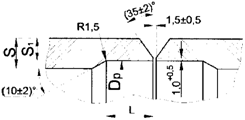
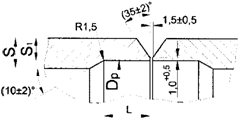
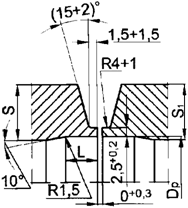
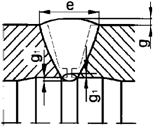
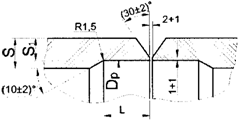
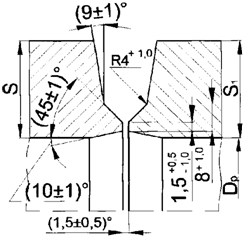
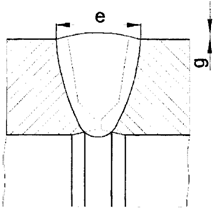
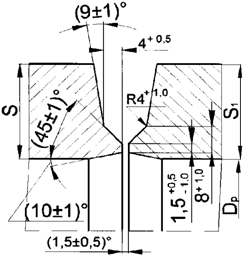
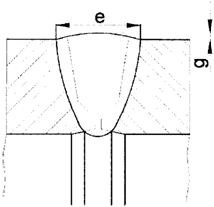
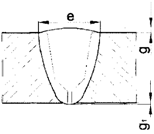
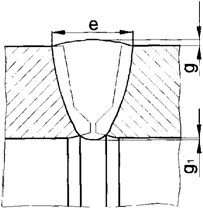
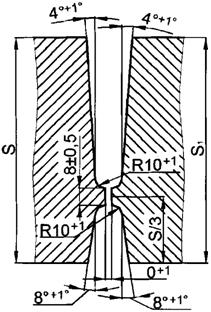
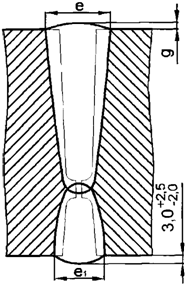
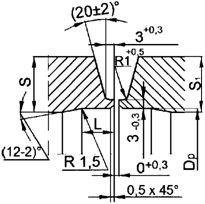
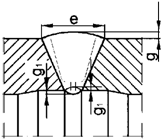
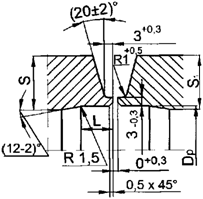
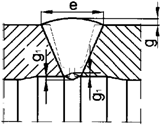
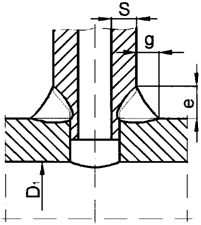
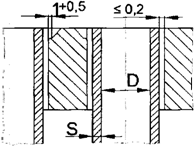
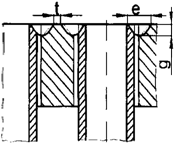
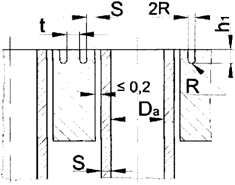
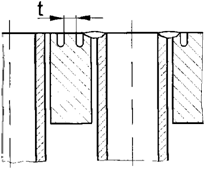
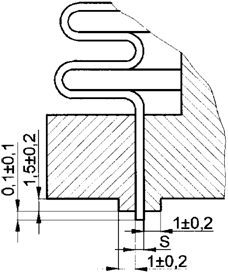
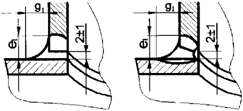
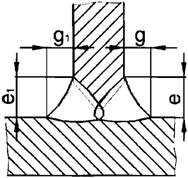
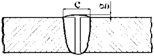
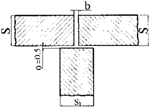
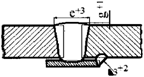
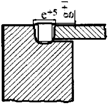
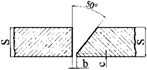
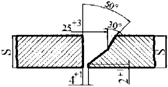
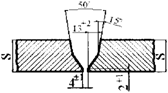
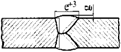
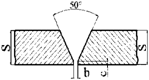
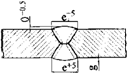
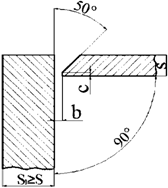
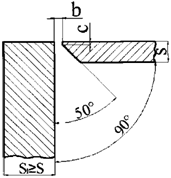
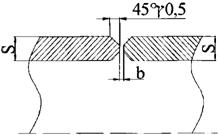
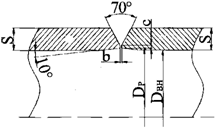
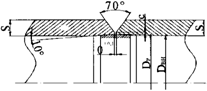
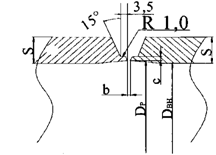
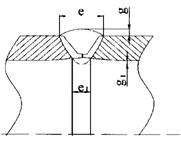
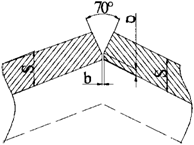
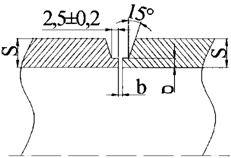
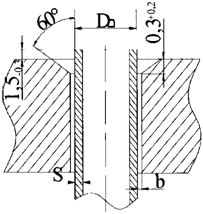
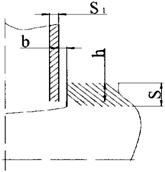
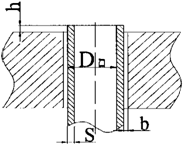
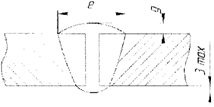
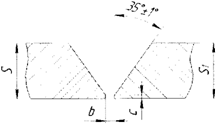
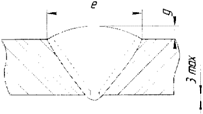
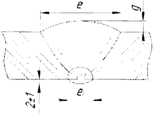
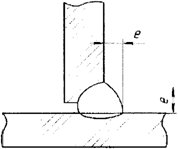
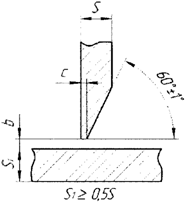
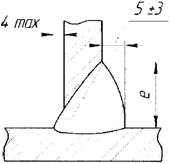
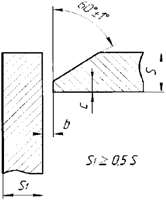
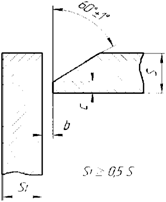
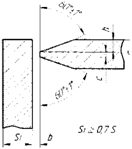
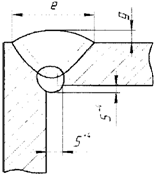
148. Welding (surfacing) of the cladding layer on the seam zone of welding of two-layer steels includes the surfacing of separating and protective surfacing (figure 1).
149. The separating surfacing must be performed with coated electrodes of grades EA-23/15, TsL-25/1 or ZIO-8, welding wire of grade Sv-07Kh25N13 (in case of argon arc welding), welding tape of grades Sv-07Kh25N13, Sv-07Kh25N13А Sv-02Kh23N15 in combination with fluxes of grades OF-10, OF-40, FTs-18 (for automatic submerged surfacing). The dimensions of the welded joint elements shall correspond to those shown in figure 1.
Removing the weld reinforcement should not lead to contact between the separating surfacing and the medium.
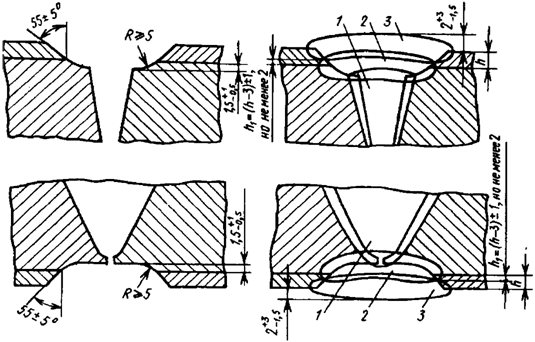
Figure 1. The arrangement of dressing and implementation of welded
joints of parts of two-layered steels:
1 - weld seam;
2 - separating surfacing;
3 - protective surfacing;
150. Protective surfacing must be carried out in at least two layers with the following welding (surfacing) materials:
a) if the welded joint is not subject to heat treatment - with welding materials specified in paragraph 149 of these Rules, or with coated electrodes of grades EA-400/10U, EA-400/10T, TsT-26, TsT-26M, EA-898/21B, TsT-15K, TsL-25/2, or welding wire of grades Sv-04Kh19N11М3, Sv-04Kh20N10G2B Sv-08Kh19N10G2B (in case of argon arc surfacing), or with welding tape of grades Sv-04Kh19N11М3, Sv-04Kh20N10G2B, Sv-08Kh19N10G2B in combination with the flux of grades OF-10, OF-40 or FTs-18 (for automatic submerged surfacing);
b) if the welded joint is subject to heat treatment - with coated electrodes of grades EA-898/21B or TsT-15K, or welding wire of grades Sv-04Kh20N10G2B, Sv-08Kh19N10G2B (in case of argon arc surfacing), or with welding of grades Sv-04Kh20N10G2B, Sv-04Kh20N10G2BA or Sv-08Kh19N10G2B, in combination with the flux of grades OF-10, OF-40 or FTs-18 (for automatic submerged surfacing).
151. Protective and separating surfacing by manual arc welding with coated electrodes should be carried out in separate longitudinal beads with a width of not more than three diameters of the rod of the electrode used.
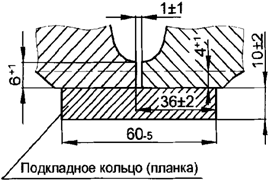
152. Welding of parts with the rated thickness of the base layer (for fillet and t-welds with the design height of fillet weld) of carbon steel and silico-manganese steels to 36.0 mm inclusive, and of alloyed steel up to 6.0 mm inclusive, should be performed with coated electrodes of grades EA-855/51, EA-32/53 or welding wire of grades Sv-03Kh15N35G7М6B, Sv-03Kh20N65G5М4B3V (in case of argon arc welding) throughout the thickness from either side without removing the cladding layer.
If the metal of the cladding layer does not contain niobium and the welded joint is not subject to heat treatment, welding of the base layer with a thickness of not more than 10.0 mm should be performed with coated electrodes of grades EA-395/9 or TsT-10, or welding wire of grade Sv-10Kh16N25AM6 (with argon arc welding) to a level that overlaps the line of fusion with the cladding layer by not less than 1.0 mm, and the separation and protective surfacing - with coated electrodes of grades EA-400/10U, EA-400/10T, TsT-26, TsT-26M or welding wire of grade Sv-04Kh19N11M3 (at argon arc surfacing) in not less than two layers.
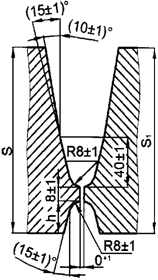
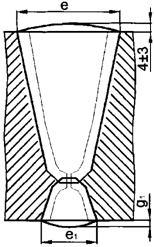
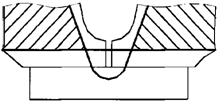
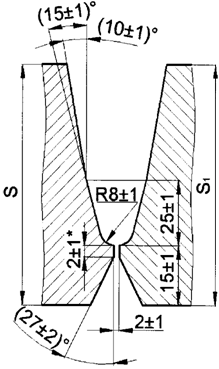
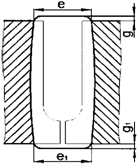
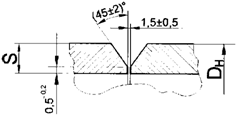
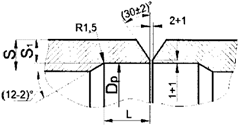
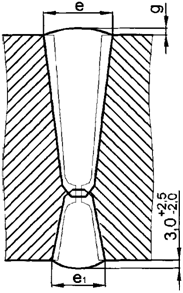
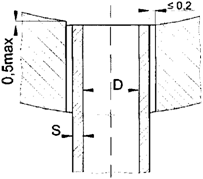
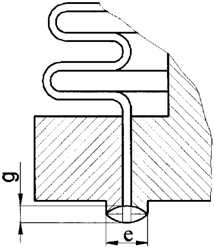
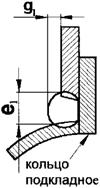
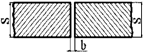
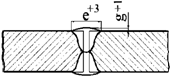
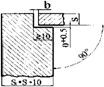
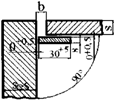
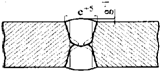
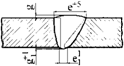
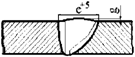
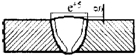
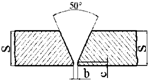
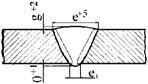
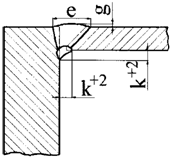
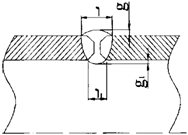
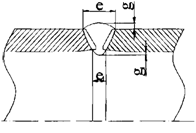
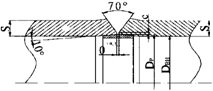
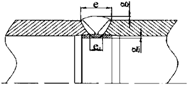
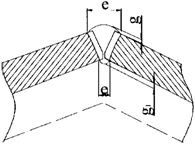
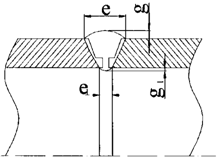
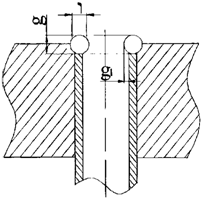
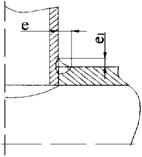
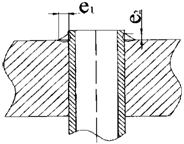
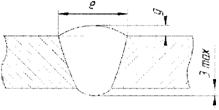
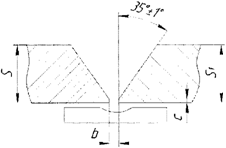
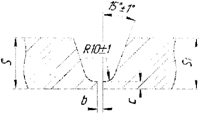
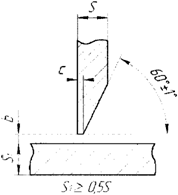
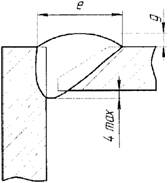
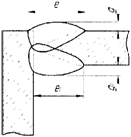
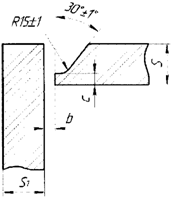
153. One-sided welded joints not accessible for welding from the side of the cladding layer shall be carried out without removing the cladding layer with prior surfacing of edges according to figures 2 and 3.

Figure 2. Arrangement of performance of prior
surfacing of parts of two-layered steels
with a cladding layer containing no niobium:
1 - carbon or silica-manganese steel;
2 - cladding layer;
3 - uniform surfacing;
4 - alloyed steel;
5 - double surfacing

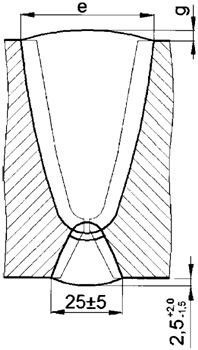
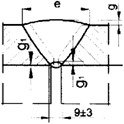
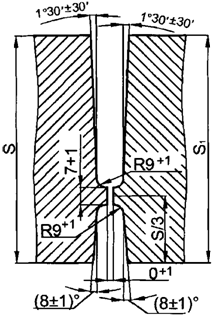
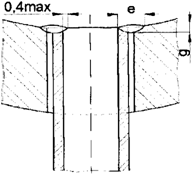
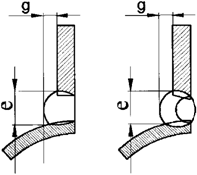
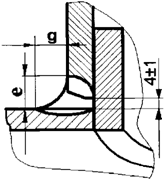
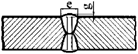
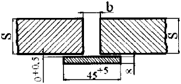
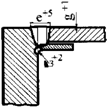
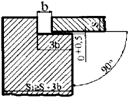
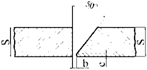
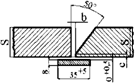
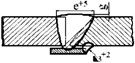
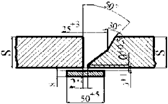
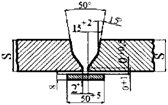
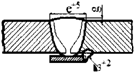
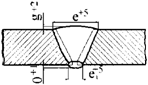
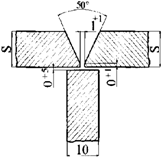
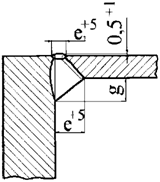
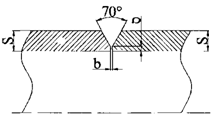
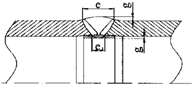
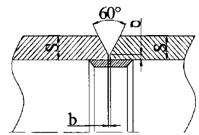
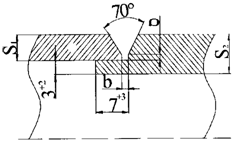
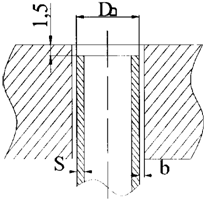
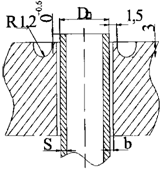
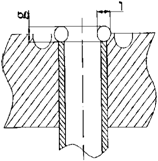
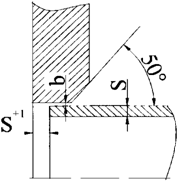
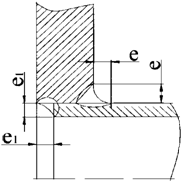
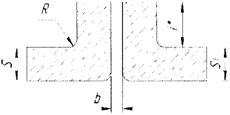
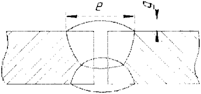
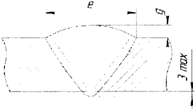
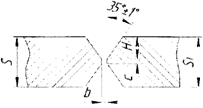
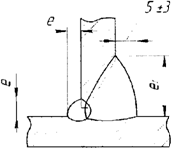
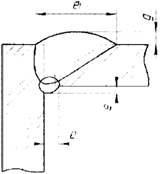
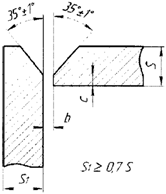
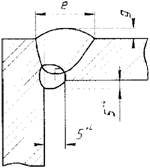
Figure 3. Arrangement of performance of prior
surfacing of parts of two-layered steels
with a cladding layer containing niobium:
1 - carbon or silica-manganese steel;
2 - cladding layer;
3 - uniform surfacing;
4 - separating bead;
5 - alloyed steel;
6 - double surfacing;
If the metal of the cladding layer contains niobium, a separation bead must be made (figure 3), excluding direct contact of the cladding layer with the metal of the prior surfacing on the edges. The separation bead must be made with coated electrodes of grades TsL-25/1 or ZIO-8 or the welding wire of grade Sv-07Kh25N13 (for argon arc welding).
The thickness of the first layer and (or) the total thickness of the prior surfacing should correspond to the same parameters used for welding of steel parts of different structural classes.
154. After prior surfacing heat treatment shall be performed of parts in the area of surfacing (if any), as well as subsequent machining.
155. Welding of parts with surfaced edges should be performed with welding materials as per table No. 2.4 N of appendix No. 2 to these Rules.
156. At welding of parts of two-layer steels with parts of pearlitic steels, the cladding layer shall be removed, after which the welded joint shall be made with welding materials intended for welding parts of steel of the corresponding grades, with the restoration or without subsequent restoration of the cladding layer.
157. At welding of parts of two-layer steels with parts of high-chromium steels, the removal shall be carried out of the cladding layer, after which the welded joint shall be made with welding materials intended for welding parts of steel of the corresponding grades, and the subsequent surfacing of the cladding layer.
158. At welding of parts of two-layer steels with parts made of austenitic steels, the edges of parts of two-layer steels shall be subjected to prior surfacing, and then making the weld joint.
159. Welding to the cladding layer of parts of two-layer steels, protective shirts, as well as parts that are not loaded with pressure, should be performed without removing the cladding layer where they overlap the fillet welds, if the design height of the fillet weld does not exceed 8.0 mm. In this case, the cladding layer shall be considered as austenitic steel.
Electroslag welding
160. Parts made of silicon-manganese and alloy steels, as well as high-chromium steels should be supplied to electroslag welding after complete heat treatment (normalization or quenching followed by tempering). Before the beginning of electroslag welding of parts of two-layer steel, some of the cladding layer shall be removed on the width sufficient for installation of water-cooled sliders and plates.
161. Electroslag welding of a welded joint shall be carried out without interruption.
In the event of a forced break, the welding must continue after removal of the weld area with a shrink hole. Removal of the specified section of the seam when welding parts of alloy steels shall be carried out after the prior tempering of the made part of the welded joint.
At welding of parts made of austenitic steels in the case of the removal of the seam section with a shrink hole after performance of the welded joint, austenization shall be required to be held.
162. At performance of welded joints with ring seams of parts made of steels of pearlitic class, after welding 1/3 of the perimeter of the joint, the initial portion of the seam shall be removed with oxy-acetylene, mechanical or plasma cutting or air-arc gouging. The temperature of the metal in the zone of oxygen-acetylene or plasma cutting or air-arc gouging of welded joints of alloy steel parts should not be lower than 200 °C. The cut edges and the adjacent seam surfaces and the base metal should be cleaned of burrs and scale.
Argon arc welding
163. At welding pipes and other cylindrical parts of austenitic steels, high-chromium steels and iron-nickel alloys, the reverse side of the welded seam must be protected during the performance of the first two layers by blowing the shielding gas.
To reduce gas consumption, it is allowed to install removable plugs in the welded parts to create a chamber of the required volume. Protection of the root of the seam is provided by passing gas through the chamber in a volume equal to 4 - 5 times the volume of the chamber before welding, and then blowing gas during the performance of the first two layers of the seam.
Welding of aluminum alloy parts
164. The following methods of welding in a shielding gas environment are used to perform welded joints:
a) manual welding with non-consumable electrode with filler material (including compressed arc);
b) automatic welding with non-consumable electrode with filler material (including compressed arc);
c) automatic welding with consumable electrode (including pulsed arc welding);
d) semi-automatic welding with consumable electrode (including pulsed arc welding);
It is allowed to use two or more welding methods to perform a single welded joint (combined welding).
165. Manual welding with a non-consumable electrode must be performed with alternating current. In the case of compressed arc welding with water-cooled electrodes, welding must be carried out at reverse polarity direct current.
166. Automatic welding with a non-consumable electrode must be carried out on assembly and welding stands with a forming pad.
167. Semi-automatic and automatic welding with a consumable electrode must be carried out with direct current of reverse polarity.
168. At an air temperature below 0 °C, the welding work in the installation conditions must be carried out with drying of the welded edges at a width of 50.0 - 60.0 mm from the seam axis by electric heating or by heating with the flame of a gas burner to 100 - 120 °C.
The heating temperature of the edges must be controlled with a contact thermoelectric, infrared or laser thermometer (pyrometer).
169. T-joints, for which requirements are imposed to the depth of penetration, and butt joints should be performed in a two-sided seam.
Before applying the seam on the reverse side, the root of the seam of the first pass to the pure metal must be removed mechanically to form a groove. The opening angle of the groove edges should be 60+10°, and the radius of curvature of its bottom - not less than 3.0 mm. The roughness of the groove surface should not exceed Ra 10 microns (Rz 40 microns). The use of abrasive tools or liquid coolant shall not be allowed.
170. Welding of butt joints shall be performed in a one-sided seam according to one of the following options:
a) on a removable pad of austenitic steel or copper with a groove for the formation of the root of the seam; the shape and size of the groove shall be established by process documentation;
b) in the cases stipulated by engineering documentation, the remaining pad made of aluminum or its alloys of the same grade as one of the welded parts shall be used;
c) without fixture, with back forming of seam;
d) with formation of a bulge from the side of the root part, its height exceeding the values established in Appendix N 5 to these Rules, with backup welding without filler wire.
171. When performing T-joints with structural incomplete penetration, the value of the non-penetration shall be determined by the amount of root face of the edge of the welded element.
172. When performing T-joints with single-or double-sided dressing of edges, the first pass must be performed with the provision of penetration and removal of the root of the seam mechanically, and the following one - with aiming alternately at the leg and the wall, to ensure the required size and shape of the seam.
173. The beginning and the end of the seam must be performed on service plates of aluminum alloys. The thickness of the plates, their shape and dimensions shall be specified in the process documentation. In case of an allowance of not less than 50.0 mm along the length of the edges to be welded, welding shall be carried out without service plates. In the absence of service plates, the end of the seam must be brought to the previously performed section of the seam, with the crater to be filled.
174. At double-sided welding of pipes the root pass must first be welded from the inside (backup seam).
175. Depending on the size of pipes, structural elements of edge preparation, welding method, shielding gas and ambient temperature, non-cooled, cooled and heated removable pads shall be used.
It is allowed to use a fixture for assembly and calibration of joints of pipes for welding as a pad.
176. At welding of pipe joints without welding and without pad, the shielding gas must be blown into the inner cavity of the pipes, and the ends of the edges and the adjacent inner surfaces with a width of at least 5.0 mm must be degreased and protected immediately before welding.
Assembly of titanium alloy parts
177. For the implementation of welded joints of parts made of titanium alloys, the following welding methods must be applied:
a) manual argon arc welding with non-consumable electrode;
b) automatic argon arc welding with non-consumable electrode;
c) electron beam welding.
Argon arc welding with a non-consumable electrode must be carried out with direct current of direct polarity, and automatic argon arc welding - with pulsed current.
178. At performing argon arc welding, there must be provided:
a) before welding - quality of gas protection with a "spot" assay;
b) during welding - protection of the front and back sides of the welded joint from oxidation by blowing a shielding gas.
Blowing with a shielding gas must be carried out either with special gas-shielding devices moved along the weld or installed permanently, or by filling the internal volume of the entire structure or a part thereof.
In the manufacture and installation of pipelines, gas protection of the back side of the seam must be carried out by filling the internal volume of the pipeline. Gas protection schemes shall be drawn up for each section of the pipeline and shall be specified in the process documentation.
179. The air temperature during welding should not be lower than +5 °C, and the air flow rate - no more than 0.3 m/s.
Before welding, the purity of the edges to be welded and the surrounding surfaces must be checked. If soiled sites are found, these should be cleaned, degreased and wiped.
180. In case of appearance of tints, welding should be stopped until the causes are identified and eliminated.
Welding of each subsequent pass at performance of multi-pass seams shall begin after cooling of the previous one.
It is not allowed to start and finish welding at places of intersection of seams.
VII. Surfacing
181. For the implementation of overlaid surfaces on parts made of steel and iron-nickel alloys, the following welding surfacing must be applied:
a) automatic submerged surfacing;
b) manual arc surfacing with coated electrodes;
c) automatic, semi-automatic and manual argon arc surfacing with consumable and non-consumable electrode;
d) electric arc and electroslag surfacing with one or two tapes;
e) plasma surfacing.
182. Surfacing of parts should be carried out according to the process documentation. Modes of performance of corrosion-resistant surfacing and cladding of sealing and guiding surfaces are given in Appendix N 6 to these Rules.
The process documentation on corrosion-resistant surfacing and cladding of sealing and guiding surfaces shall establish:
a) grades of steel for surfaced parts;
b) type of surfacing and number of cladded layers;
c) method of surfacing;
d) modes of surfacing in relation to the implementation of specific cladded surfaces;
e) requirements to welders' qualifications;
f) welding (surfacing) equipment in use;
g) grades (combinations of grades) of welding (surfacing) materials;
h) size of surfacing materials;
i) requirements to baking of electrodes and fluxes;
j) requirements for the preparation of the base metal surfaces for surfacing;
k) type and polarity of welding current;
l) spatial positions of surfacing;
m) the magnitude and direction of the electrode displacement relative to the vertical surface of the cladded part (for rotation bodies);
n) the need, method and temperature of prior and accompanying heating during surfacing of the first layer;
o) the procedure for application of beads and layers;
p) thickness of deposited layers and of the cladding as a whole;
q) the need to cool the surface of the previously deposited metal before making subsequent beads (other than the first layer);
r) the procedure for cleaning the surface of the deposited layer and the scheme of removal or filling of craters (for surfacing with tape);
s) conditions of exposure of overlaid parts from the end of surfacing to the beginning of heat treatment;
t) necessity and mode of heat treatment of surfaced parts;
u) information about the methods, scope and evaluation standards for the deposited surface quality control.
183. Homogeneous multi-layer corrosion-resistant surfacing performed with materials that contain no niobium shall only be deposited onto the parts that are not subjected to subsequent heat treatment.
184. The thickness of the homogeneous single-layer corrosion-resistant cladding should be ![]() , and that of homogeneous multi-layer cladding - not less than 6.0 mm after the final machining.
, and that of homogeneous multi-layer cladding - not less than 6.0 mm after the final machining.
185. The thickness of the first layer of the double corrosion-resistant surfacing before the application of the second layer should be ![]() . The total thickness of the double-layer anti-corrosion cladding after the final machining should be at least 5.0 mm, that of multi-layer one - at least 7.0 mm.
. The total thickness of the double-layer anti-corrosion cladding after the final machining should be at least 5.0 mm, that of multi-layer one - at least 7.0 mm.
186. The parts prepared for performance of corrosion-resistant surfacing shall have the marking and (or) the accompanying documentation confirming performance of the previous operations. The method of marking shall be determined by the organization performing surfacing.
187. Parts with welded joints made with electroslag welding should be subjected to heat treatment before surfacing.
188. For performance of corrosion-resistant surfacing, automatic submerged arc surfacing with a welding tape, electroslag submerged surfacing with one or two tapes, manual arc welding with coated electrodes, or argon arc surfacing with wire must be applied.
Automatic submerged surfacing with welding wire must be used in the following cases:
a) for surfacing in the horizontal position of the inner surfaces of nozzles with the vertical arrangement of the nozzle axis with the implementation of the first (lower) ring bead of each layer by manual arc surfacing with coated electrodes and followed by automatic surfacing at an angle of inclination of the wire electrode not more than 45° from the vertical;
b) at introduction of an additional filler wire of the same grade, as the primary welding wire, into the arc.
189. Corrosion-resistant surfacing shall be performed with welding (surfacing) materials specified in table No. 2.5 of Appendix No. 2 to these Rules.
190. Manual arc welding with coated electrodes should be carried out in beads with a width of not more than three diameters of the electrodes used. It is allowed to increase the width of individual beads up to four diameters of the electrode rod, provided that only one bead will be made this way, or the number of such beads will not exceed 5% of the total number of beads made on the overlaid part.
191. At automatic submerged surfacing with tape, each subsequent bead of the layer being made must overlap the previous one by at least 5.0 mm (by width). At manual arc surfacing with coated electrodes and argon arc surfacing, each subsequent bead must overlap the previous one by at least 1/3 of its width.
192. In the process of surfacing, after each successive bead is made, its surface and adjacent areas of the surface of the base and (or) deposited metal must be cleaned of slag, metal splashes and other contaminants and visually checked for defects. Cracks, chips, undercuts and rolls shall be removed mechanically before application of the next bead.
At surfacing with tape, subject to mandatory removal (grinding with abrasive tools with a smooth transition to the previously deposited metal) shall additionally be all the craters (shrink holes) formed during the breaks of the surfacing process. Selected places, except for the second and subsequent layers of corrosion-resistant surfacing, shall be subject to control in accordance with the process documentation, after which they must be filled. The surface of the layer to be surfaced should not have dips or ledges between the beds with a depth (height) of more than 2.0 mm. The dips and ledges of a greater depth (height) should be brought to the specified value by grinding with a smooth transition to the adjacent surface of cladding, or filled with coated electrodes providing the same composition of the deposited metal (or by argon arc surfacing with the use of wire of the same grade). After performance of the specified operations, compliance with requirements of paragraphs 184 and 185 of these Rules shall be provided.
193. After each layer is completed, the surface must be prepared for visual inspection over the entire area of the layer.
194. The surfacing of each subsequent layer should begin after the full implementation of the previous one, with the exception of cases specified in the process documentation.
195. Deposition of the first layer should be performed with preheating according to the requirements of Appendix No.7 to these Rules. In cases where the process documentation provides for a break at performance of the first layer of surfacing, the temperature of the deposited part during the break should not be below 5 °C. Before the resumption of deposition of the first layer of surfacing, heating is necessary.
After surfacing of the first layer, a break is allowed to control the surface quality and thickness of the deposited metal.
196. The procedure for the performance of the second and subsequent layers should ensure a decrease in the temperature of the previously deposited metal in the zone of application of the next bead below 100 °C by the time of approach of the arc.
At automatic surfacing of the second and subsequent layers with a tape of the grade Sv-04Kh20N10G2B, it shall be allowed to increase the specified temperature to 250 °C with periodic control at a distance of 150.0 - 200.0 mm from the arc in the direction of its movement (ahead of the arc along the axis of the bead being deposited). The frequency of control is established by the process documentation depending on the dimensions of the deposited parts.
197. In case of unacceptable irregularities, the surface of the corrosion-resistant surfacing must be machined with an abrasive wheel or by cutting. Depending on the number and location of irregularities, general or local cladding surface treatment should be carried out. After performance of the specified operations, compliance with requirements of paragraphs 184 and 185 of these Rules shall be provided.
Prior elimination of unacceptable irregularities shall be performed by filling with the welding materials intended for the performance of the upper layer of surfacing on the condition that the recovery is carried out within this layer.
198. The corrosion-resistant surfacing on parts made of austenitic steels shall be carried out without preheating with coated electrodes of grades EA-855/51, EA-32/53 or welding wire of grades Sv-03Kh15N35G7М6B, SV-03Kh20N65Г5М4B3V (for argon arc welding or in combination with the flux of grade OF-10 for automatic submerged welding). The number and dimensions of the deposited layers are determined by the process documentation.
199. Requirements to performance of cladding of sealing and guiding surfaces are given in Appendix N 8 to these Rules.
VIII. Heat treatment
The need and types of heat treatment of welded joints and cladded parts are established in Appendix N 9 to these Rules.
IX. Operational control
General requirements
201. Operational control includes:
a) control of preparation and assembly of parts for welding and surfacing;
b) control of welding and surfacing processes;
c) control of heat treatment of welded joints and cladded products.
Operational control shall be carried out in accordance with the process documentation. The scope and frequency of control are established by the organization performing welding (surfacing).
202. The results of each type of operational control shall be recorded in the appropriate control logs.
203. The composition and content of the reporting documentation on the operational control of welding (surfacing) during the repair of equipment and pipelines shall be determined by the operating organization.
Control of preparation and assembly of parts for welding and surfacing;
204. The preparation of parts for welding and surfacing includes the control of the following:
a) availability of marking and (or) documentation confirming the performance of previous operations;
b) the cleanliness of the edges and adjacent surfaces which are subject to welding (surfacing), as well as the areas of the base metal which are subject to nondestructive control;
c) the dimensions of the parts and the shape of dressing of edges, the edge surface roughness;
d) the shape and dimensions of boring or expansion of pipes;
e) the material, shape and dimensions of the backing rings.
205. At assembling of the parts for welding, the following must be controlled:
a) grades and size of the welding materials intended for performance of tacks;
b) securing the parts in assembly fixtures;
c) cleanliness and lack of damage to the edges and adjacent surfaces;
d) heating temperature at performance of tacks;
e) dimensions and location of tack welds and backup welds of temporary fasteners;
f) the size of the gap in the joints after the tacking;
g) the value of displacement of the edges, the break of axes or planes of the parts welded;
h) dimensions of a unit assembled for welding;
i) providing the blowing (if provided by the process documentation).
206. After removal of temporary process fasteners on parts made of alloy steels, austenitic and high chromium steels and on corrosion-resistant surfacing, capillary or magnetic particle inspection of the welding areas shall be performed, or their etching with subsequent inspection through a magnifying glass with a 4 to 7-fold magnification factor.
Control of welding and surfacing processes
207. Before the beginning of the welding (surfacing), the following must be controlled:
a) availability of marking;
b) availability of documents confirming the results of control of welding materials;
c) compliance of humidity of fluxes and the coating of electrodes to the established requirements of the documents on standardization included in the Consolidated List;
d) compliance of the surface of additive materials with the requirements of standardization documents included in the Consolidated List;
e) providing the blowing with shielding gas (if provided by the process documentation).
f) preheating temperatures (if provided by the process documentation).
208. In the course of welding (surfacing), the following must be controlled:
a) welding (surfacing) modes;
b) the sequence of performance of the welds and cladded areas;
c) the ambient temperature at a distance of not more than 2.0 m from the welded or deposited parts;
d) heating temperature;
d) observing the order of application of beads and layers;
e) temperature of metal at welding of parts made of austenitic steels;
g) the thickness of the first layer, the overlap of the rollers and the total thickness of the corrosion-resistant cladding;
h) the quality of the gas shielding of the front and back side of the seam (visually based on tints) - for structures made of titanium alloys.
209. Radiographic control of the root part of the weld joints of categories I and In of parts made of iron-nickel alloys at the nominal wall thickness at the welding site of more than 6.0 mm and of steel at the nominal wall thickness at the welding sites of more than 20.0 mm should be performed. Quality assessment standards shall be adopted as for a completed weld joint.
At butt-welding butt with one-sided dressing of edges, radiographic control should be carried out after filling of the root of the seam.
In the welded connections which are subjected to the subsequent machining with full removal of the seam root, and in cases when no breaks and (or) cooling in the course of welding is allowed, the control is not required.
210. The requirements for the control of the temperature of the prior heating and accompanying heating and the temperature of the metal in the welding zone for austenitic steel parts must be established in the process documentation.
211. After the welding (surfacing), the following must be controlled:
a) availability and correctness of marking of the performed welds and surfacing;
b) temperature conditions of the performed welded joints and cladded surfaces from the moment of the end of welding (surfacing) till the beginning of heat treatment (including conditions of thermal rest, if provided).
Control of heat treatment
212. During heat treatment of welded joints and cladded parts, requirements of the process and engineering documentation must be met as regards:
a) methods and types of heat treatment;
b) thermal equipment used;
c) sequence and order of performance of heat treatment and its individual stages (including preliminary, intermediate and final tempering operations);
d) heat treatment modes (furnace temperature at loading, heating rate, temperature and duration of exposures, cooling rate);
e) the methods and procedures for temperature control of the heating zone of the welded joint and adjacent areas;
e) the conditions providing free expansion of the welded (cladded) parts.
213. For control of the heat treatment modes, thermoelectric converters (thermocouples) with devices for automatic recording of the mode parameters should be used.
214. At out-of-furnace heat treatment, it is allowed to use other means of control of heat treatment modes, providing the required accuracy of temperature measurement.
215. Thermocouples must be installed in the furnace and directly on the heat-treated welded (cladded) parts. The number and location of thermocouples should enable the control of the temperature distribution over the entire volume of the furnace during general heat treatment and control of the heating zones during local heat treatment.
216. In the heat treatment of parts with welded joints of category III, the control of heat treatment conditions should be carried out on the thermocouple installed in the furnace.
217. After the heat treatment, one must record the load number and the furnace number (for furnace heat treatment), the date of the heat treatment and production code (number) of the welded (cladded) part or welded joint.
X. X. Marking of welded joints and cladded parts
218. The weld joints and cladded parts must be marked with brands enabling to identify the name(-s) of the welder(-s) who performed the welding or surfacing. The depth of branding and the size of the brands are stipulated in the process documentation.
219. It is allowed to replace the branding with other methods of marking, ensuring its safety and not impairing the quality and reliability of welded (cladded) parts.
220. In case of removal of brands (marking) at the subsequent machining these shall be restored in the same places.
XI. Elimination of defects
221. All defects found in welded joints and cladded parts during non-destructive testing shall be subject to elimination.
222. Defective areas must be corrected according to the process documentation for the elimination of defects. Filling of recovered areas must be carried out in accordance with the requirements of chapter VI hereof and Appendix No.9 to these Rules.
223. Surface defects should be removed mechanically, ensuring smooth transitions at the recovered sites (abrasive tools, cutting, or cutting followed by grinding).
224. Correction of surface defects without subsequent filling of their recovered sites should be performed:
a) on welded joints - with the remaining thickness of the seam and the base metal not less than the design thickness of the part (assembly unit) at the place of the maximum recovery depth;
b) on corrosion-resistant cladding - with the remaining thickness of cladding not less than the minimum permissible value as per paragraphs 184 and 185 of these Rules, and in the cases which are not regulated by the above paragraphs - not less than the minimum permissible value as per engineering and design documentation.
225. Defects with filling of recovered areas in joints made with arc and electron beam welding on parts of alloy steels which are subject to heat treatment must be eliminated after intermediate or final tempering with the subsequent heat treatment of the repaired product according to the final tempering mode. Repair by welding after thermal rest is not allowed.
226. Internal defects (defective areas) must be removed mechanically (with an abrasive tool, cutting, or cutting followed by grinding).
Defects shall be removed by air-arc or plasma-arc gouging followed by machining of the recovered surface:
a) till complete removal of gouging marks - on the surfaces of recovered areas in welded joints of parts made of carbon or silicon-manganese steels;
b) with the removal of a metal layer with a thickness of not less than 1.0 mm - on the surfaces of samples in welded joints of parts of alloy steels with a guaranteed yield strength at a temperature of 20 °C not more than 315 MPa, or austenitic steels;
c) with the removal of a metal layer with a thickness of not less than 2.0 mm - on the surfaces of recovered areas in welded joints of parts of alloy steels with a guaranteed yield strength at a temperature of 20 °C above 315 MPa, or of high-chromium steels.
227. The shape and size of the prepared recovered areas must allow their filling throughout the volume. The dimensions of recovered areas to be filled (including those penetrating the base metal) are not limited.
228. Defects of welded joints made by electroslag welding should be corrected with arc welding after complete heat treatment (for welded joints of parts made of steels of pearlitic class or of high-chromium steels) or after austenization (in the welded joints of parts made of austenitic steels).
At correction of defects in the above welded joints of parts of alloyed steels which are subject to the subsequent treatment with pressure, the following technology shall be applied:
a) normalization (hardening) and subsequent tempering of the assembly unit with a welded joint made by electroslag welding;
b) recovery of defects;
c) filling recovered areas with carbon steel welding materials;
d) pressure treatment of the assembly unit with heating to a predetermined temperature;
e) normalization (hardening) and subsequent tempering;
f) complete removal of metal deposited with carbon welding materials;
g) filling recovered areas with relevant alloyed welding materials;
h) tempering of corrected weld joint.
The series of the above operations shall be considered as a single correction.
229. Defective weld joints must be corrected by complete removal of the weld, followed by mechanical preparation of the edges and performing the welding joint again.
230. Defects in the assembly butt welds of pipes that are not accessible for repair from the outside should be corrected by cutting the defective weld out and subsequent welding of the pipe segment of the same steel grade into its place. The dimensions of the section shall be determined by the requirements for the distance between the axes of the adjacent annular seams in accordance with Appendix No.5 to these Rules.
231. Defects in the same area of the welded joint or deposited part made of steel and iron-nickel alloys may be corrected no more than three times.
232. The section to be corrected means a rectangle of the smallest area, which can accommodate the recovered area to be filled, plus the adjacent surfaces at a distance equal to three times the width of the above rectangle (figure 4).
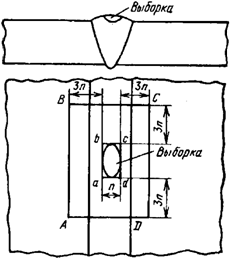
Figure 4. Chart for determination of dimensions
of the section to be corrected:
n - the width of the rectangle;
ABCD - the area to be corrected;
abcd is a rectangle with the smallest area,
which can accommodate the recovered area
233. At correction of defects, the following requirements must be met:
a) when cracks are detected, welding (surfacing) shall be stopped and may be resumed only after the cracks have been removed and measures taken to prevent their occurrence;
b) upon detection of burn-through of the backing ring, the weld joints of pipes inaccessible for welding from the inside must be completely removed and performed again in case of impossibility of repairing the defect without cutting;
c) the number of corrections of the root part of the seam on the same section shall not exceed three;
d) the number of corrections (except for corrections of the root part of the seam) at the depth of recovered areas within the nominal thickness of two layers of the seam shall not be limited or taken into account;
e) the number of corrections (except for corrections of the root part of the seam) at the depth of recovered areas within the nominal thickness of two layers of the seam on the same section must not exceed three.
Welded joints of aluminum alloy parts
234. Surface defects shall be eliminated mechanically with arrangement of smooth transition in recovered areas.
235. In one-sided seams with defects on the reverse side, the weld metal is removed along the entire length of the seam at the same level with the base metal. It is not allowed to penetrate the base metal by a value exceeding the maximum deviation of thicknesses of the welded parts. A smooth transition from the weld to the base metal must be ensured.
236. Internal defects must be removed mechanically. The use of abrasive tools or liquid coolant shall not be allowed.
237. When the thickness of the metal is up to 3.0 mm, the pores, holes and areas of poor penetration shall be corrected without their being removed mechanically first.
In case of tungsten inclusions and cracks it is necessary to remove them mechanically with subsequent filling of the recovered area.
238. The shape and size of recovered areas in the seam metal, including those penetrating the base metal, are not limited and should enable their being filled throughout the volume. At the same time, the width of the seam after filling the recovered area should not exceed the double width of the seam before correction.
239. Defects in pipe butt welds must be corrected by cutting out the defective weld and subsequent welding a pipe section in its place. The dimensions of the pipe section shall be determined by the requirements for the distance between the axes of the adjacent annular seams in accordance with Appendix No.5 to these Rules. Newly made welds shall be subject to full inspection.
240. Defects on the same section of welded joint shall be corrected no more than two times for thermally reinforced alloys of grades AV and SAV1 and no more than three times for thermally non-reinforced alloys of grades ADOO, ADO, AD, AD1, Amg2, Amg3.
Welded joints of titanium alloy parts
241. Defects in the deposited metal of sealing surfaces of parts of titanium alloys shall be removed by machining. The completeness of the removal of cracks shall be checked by capillary control.
242. Defective places shall be corrected by surfacing on the heated part with the same filler material, which was used for the primary surfacing.
243. For surfacing of sealing surfaces, minor defects in the form of single pores that are discovered after the final machining shall be corrected by overlaying oxidized bars of grade PT-7M without heating the parts or subsequent heat treatment.
244. Defects in the same area of the welded joint or deposited part made of titanium alloys may be corrected no more than two times.
Defect elimination control
245. The recovered areas must be subjected to visual inspection. Recovered areas in welded joints of categories I and In in all cases, as well as those of other categories, when correcting defects like cracks and poor penetration and defects identified during the capillary or magnetic particle inspection, shall be subject to capillary or magnetic particle testing (control by etching is allowed).
The quality (roughness) of the surface of recovered area must meet the requirements of the standardization documents for the appropriate control method included in the Consolidated List.
246. Sections that have undergone correction by welding, after heat treatment (if that was required after correction of defects) of weld joints (or cladded parts) shall be subject to continuous non-destructive testing by all methods provided for the welded joint (cladded part) to be corrected.
247. Control must be implemented:
a) for the entire volume of recovered area to be filled;
b) within the weld joint sections adjacent to the recovered area throughout their width to a distance in each direction along the longitudinal axis of the welded joint not less than 2.5 of the maximum depth of the filled recovered area, but not less than 20.0 mm and not more than 100.0 mm;
c) within the sections of the base metal adjacent to the controlled section of the welded seam and to the edges of the filled recovered area.
The width of the base metal sections must comply with the requirements of federal rules and regulations in the field of atomic energy use regulating the control of metal of equipment and pipelines of nuclear power installations at the manufacture and installation.
On the cladded parts, subject to control shall be the corrected section and the sections adjacent thereto to a width not less than 20.0 mm to each side.
XII. Repair involving use of welding
and surfacing at operation
248. The organization of works on repair of equipment and pipelines with application of welding and surfacing shall provide for:
a) process support of works - preparation of process documentation, means of equipment, including means of control (measurements) and tests;
b) incoming inspection of materials and spare parts used for equipment repair;
c) training of contractors of required qualification, training of contractors on stands and simulators prior to performance of complex and critical work;
d) ensuring the performance of work in accordance with the prepared process documentation;
e) operational and acceptance control of quality of performance of works, acceptance control of the components of the equipment subjected to repair, as well as documentation of control data.
249. Process documentation for repair of equipment and pipelines using welding shall be prepared from standard repair documents, if these are available.
In the absence of standard documentation, process documentation should be developed.
250. The technological impossibility of performance of particular process operations shall be specified in repair documentation.
251. Correction of defects at repair shall be exercised in accordance with the requirements of chapter XI of these Rules.
252. Filling of repaired areas shall be carried out by one of the methods of welding (surfacing) given in paragraphs 122, 164, 177 and 181 of these Rules.
The requirement of this paragraph shall not apply to the repair of surfacing of sealing or guiding surfaces.
253. Heat treatment of repaired areas shall be carried out in accordance with the requirements of paragraph 28 of Annex No. 9 to these Rules.
254. Repair with the use of reinforcing cladding shall only be allowed for pipelines made of austenitic steel of nuclear power installations with channel-type reactors. The technology of performance of the reinforcing cladding shall pass the conformity assessment in the form of certification tests.
255. The control of quality control of reinforcing cladding should be carried out in accordance with the provisions of the methods of the operating organization that have passed the conformity assessment in the form of certification tests.
256. At performance of ultrasonic testing on the surface of reinforcing cladding, single inclusions with a maximum size of not more than 1.0 mm are allowed, if their number does not exceed five in any area of 25.0 cm2.
257. At performance of visual inspection of reinforcing cladding, inclusions with the largest actual size up to 0.2 mm shall not be taken into account.
On the surfaces of reinforcing cladding, the height (depth) of the recess between the beads should not exceed 1.0 mm, and scaliness - 0.5 mm.
At automatic arc welding with tape on the surfaces of reinforcing cladding a discrepancy shall be allowed between the heights of two adjacent beads at the places of their conjugation to an amount not exceeding 2.0 mm.
XIII. Certification of welding (surfacing) technology
258. Certification of welding (surfacing) technology shall be performed in accordance with GOST R 50.04.03-2018 "Conformity assessment system in the field of atomic energy use. Conformance assessment in the form of tests. Qualification testing of welding (cladding) technologies" approved by Order of the Federal Agency on Technical Regulation and Metrology dated March 6, 2018 No. 123-St (Standartinform, 2018), in the form of certification tests.
259. Welding (surfacing) must be carried out according to the certified technology.
Appendix 1
to federal rules and regulations
in the field of atomic energy use
"Welding and Surfacing of Equipment and
Pipelines of Nuclear Power
Installations" approved by Decree of the
Federal Service for Environmental,
Industrial and Nuclear Supervision
dated November 14, 2018. No. 554
TERMS AND DEFINITIONS
1. Nuclear power installation is an NPP unit with a water-water reactor, or with a channel-type reactor, or with a fast neutron reactor with a liquid-metal sodium coolant, or an installation with a research reactor of these types.
2. Reference surfacing - surfacing performed to check the characteristics of the deposited metal at the control of welding (surfacing) materials.
3. Reference welding joint is a welded joint performed for metallographic research of welding materials.
4. Reference weld seam is a seam of a welded joint performed for the purpose of checking of characteristics of the seam metal at control of welding materials.
5. The root part of the seam - the weld joint zone adjacent to the root face of the edges with a thickness up to 30% of the total thickness of the weld made, but not more than 20.0 mm.
6. Seam metal - the metal obtained by melting the welding materials in the process of welding and diluted with the base metal due to its melting in the area of welded edges.
7. Surfacing is application of a layer of metal or alloy onto the surface of a product with welding by melting.
7.1. Corrosion-resistant surfacing is the surfacing that protects metal parts (products) from the impact of corrosive medium in the course of operation.
7.2. A layer of corrosion-resistant surfacing is a part of surfacing formed by a number of beads located at the same level from the base metal.
7.3. The thickness of corrosion-resistant surfacing is the distance from the outer surface of the surfacing (from the surface of the first layer) to the zone of its fusion with the base metal.
7.4. Double corrosion-resistant surfacing is the surfacing, the first layer of which is performed with welding (surfacing) materials of one grade (one combination of grades), and the second and subsequent layers - with welding (surfacing) materials of another grade (another combination of grades). Double corrosion-resistant surfacing is classified as two-layer or multi-layer one. Double multilayer surfacing is performed in more than two layers.
7.5. Homogeneous corrosion-resistant surfacing is surfacing performed with welding (surfacing) materials of the same grade (one combination of grades of filler materials and fluxes or shielding gases) throughout the thickness, regardless of the number of layers deposited.
Homogeneous corrosion-resistant surfacing is classified as single-layer or multi-layer one. Homogeneous multilayer surfacing is performed in at least two layers.
7.6. Wear-resistant surfacing is surfacing designed to protect the metal of parts (products) from wear.
7.7. Protective surfacing is surfacing designed to protect the metal of parts (products) from the damaging effects of various factors during operation.
7.8. Prior surfacing is surfacing, which is performed for the preparation for welding of welded joints of steels of different structural classes and steels of the same structural class, but different chemical composition.
7.9. Separation surfacing is surfacing excluding direct contact of dissimilar compositions of deposited metal with each other to prevent the formation of structures prone to hot cracks.
7.10. Sealing surfacing is surfacing performed on the surfaces of flange connectors of equipment and pipelines.
7.11. Reinforcing surfacing is surfacing used in the repair of welded joints and designed to change the stress state of the metal.
8. Overlaid (deposited) metal is metal obtained by melting of welding materials in the process of surfacing (welding) in layers (beads). Also considered as overlaid is the metal of the reference seam performed with prior surfacing of edges in at least three layers with welding materials of the controlled grade.
9. Filler (additive) material is the metal intended for introduction into the weld pool in addition to the molten welding material.
10. Displacement of edges is the misalignment in the levels of the parts or their areas (sections) that have been or will be welded in butt-welded joints.
Appendix No. 2
to federal rules and regulations
in the field of atomic energy use
"Welding and Surfacing of Equipment
and Pipelines of Nuclear Power
Installations" approved by the Decree of the
Federal Environmental,
Industrial and Nuclear Supervision Service
dated November 14, 2018. No. 554
MATERIALS USED FOR PERFORMANCE OF WELDED JOINTS AND OVERLAYS
1. Grades of steel and alloys, the designation of which contains indices for the method of smelting or reworking ("-Sh", "-VD", "-VI", "-ID", "-PD"), are specified in these Rules without indices. The requirements for welding and the welding materials in use do not depend on the method of smelting or reworking of the base metal.
2. Data on materials used for the performance of welded joints of parts made of steels of pearlitic class (except for welded joints of categories In and IIn) are presented in table No. 2.1.of this Appendix.
Table No. 2.1